

Из чего в действительности состоит профиль пластиковых окон
Точные пропорции ПВХ смеси держатся в тайне, так как формула является частью секрета фирмы-производителя, за которым (как за рецептом Кока-Колы) охотятся шпионы-конкуренты.
Тем не менее состав строго определен. Для экструзии оконного профиля используют:
- Собственно ПВХ,
- Термостабилизаторы (на основе соединений свинца или кальций-цинка),
- Красящие пигменты (оксид титана и оксид железа),
- Наполнители (соединения кальция),
- Пластификаторы (фталаты).
Насколько безопасен состав смеси для производства ПВХ профиля?
Чтобы не быть голословными, рассмотрим их по порядку.
Термостабилизаторы
Термостабилизаторы на основе соединений свинца уже долгое время используются в производственных отраслях для придания необходимых физических свойств. Для термоустойчивости оконного ПВХ профиля применяют сульфид свинца. Свинец в соединении находится в связанном виде и не представляет опасности. К тому же для производства профиля его добавляют в малых количествах — не превышает величину в 0,4% от общего объема материалов. В окне получается и того меньше.
Продолжительное использование, среди прочего — для изготовления водопроводных труб, позволили изучить свойства сульфида свинца и получить опытное подтверждение его безвредности. Другое дело — стабилизаторы на основе кальция и цинка.
Стабилизаторы на основе цинка и кальция относительно недавно стали использоваться в производстве ПВХ профилей, отчего в полной мере не сформировалось базы знаний и наблюдений за материалами с этими компонентами. Однако они прошли все проверки в европейских лабораториях на соответствии нормам.
Красители
Красители для производства ПВХ профилей — вещества, прошедшие лабораторные исследования и активно применяемые. В конечном продукте — профиле окна ПВХ, они также не представляют опасности.
Необходимость добавки красящих пигментов объясняется тем фактом, что ПВХ сам по себе не имеет цвета и без красителей представлял бы на вид толстый полиэтиленовый пакет.
В производстве ПВХ профиля используют следующие красящие компоненты:
- оксид титана — для придания профилю белого цвета,
- оксид железа, чтобы сделать цвет профиля коричневым.

Наполнители
Соединения кальция, используемые как наполнитель, придают оконному профилю прочность. Добавляемый для этих целей состав, как правило, карбонат кальция, или попросту, мел. Безвреден и безопасен.
Пластификаторы
Пластификаторы в пластиковой продукции — наиболее обсуждаемый элемент. Именно он до недавнего времени был главным объектом критики пластиковых окон.
Особое внимание общественности приковано к фталатам группы DEHP, воздействие которых изучается, но предполагается их негативное воздействие при попадании в организм человека. Для пластиковых профилей используются фталаты другой группы — DIDP и DINP, которая до 2014 года также была под подозрением
Однако проведенные исследования* в течение 4 лет подтвердили безопасность пластификаторов этих групп
Для пластиковых профилей используются фталаты другой группы — DIDP и DINP, которая до 2014 года также была под подозрением. Однако проведенные исследования* в течение 4 лет подтвердили безопасность пластификаторов этих групп.
По результатам наблюдений эксперты смогли с уверенностью заявить, что необходимо с осторожностью использовать предметы, в которых использовались пластификаторы из группы риска, и то при условии, что частицы будут попадать внутрь. В заключении касательно оконного профиля говорится, что профиль изготовленный с использованием фталатов DINP и DIDP, не оказывает никакого влияния на организм человека
В заключении касательно оконного профиля говорится, что профиль изготовленный с использованием фталатов DINP и DIDP, не оказывает никакого влияния на организм человека.
*- Согласно данным исследований рабочей группы по ПВХ и окружающей среде Arbeitsgemeinschaft PVC und UMWELT e.V. (AGPU)
Изготовление цветных профилей
Возможная цветовая гамма профилей Так как покупатели все чаще обращают внимание на цветные профили, компания наладила выпуск изделий бежевого и коричневого (темного) оттенков, окраска которых производится в расплавленном состоянии. При изготовлении окон другого цвета используется ламинирующая пленка
Она же позволяет выпускать рамы с эффектом натурального дерева или придавать им другую объемную фактуру.

Станок, работающий с ламинирующей пленкой
Цветную пленку для рам производитель поставляет в рулонах шириной 50 см и длиной 550-600 метров. На производстве её разрезают в соответствии с размерами, необходимыми для конкретного профиля. При таком подходе пленка используется практически полностью и отходов не остается.
Тот же станок в действии
Перед наклеиванием ламинированной пленки, профиль нагревают специальными лампами и тепловыми пушками
Важно следить за тем, чтобы на поверхность заготовки не попала пыль и мелкий мусор. Пленку смазывают клеем, накладывают на профиль и создают давление для склеивания
После завершения процесса излишки клея убирают с рамы. После полного высыхания пленка так крепко приклеивается к профилю, что оторвать её становится невозможно.






Окрашенный профиль
Окна с цветными рамами, как правило, используют в загородных домах или внутри помещений со специфическим дизайном. На заказ производитель изготовит окно из профиля любого оттенка, входящего в международную таблицу цветов RAL. В этом случае окрашиваться будет ПВХ в расплавленном состоянии специальными красителями, предназначенными для синтетических материалов.
Изготовление оконных и дверных блоков из ПВХ профилей
Этот процесс состоит из нескольких этапов – нарезки, фрезерования, армирования, сварки (сплавления), шлифовки соединительных швов, интеграции импостов и обвязки фурнитурой. После этого конструкцию оконных или дверных блоков можно считать фактически готовой. Останется только вставить стеклопакеты в световые проемы створок.
Подготовка ПВХ профилей
Этот этап включает в себя несколько процедур. Чтобы подготовить профили к сборке оконных конструкций, с ними последовательно выполняют три операции:
- Раскрой – по спецификации, которая поступила с компьютера в отделе проектирования на станок с ЧПУ в цеху, под углом в 45 градусов нарезаются профили из ПВХ.
- Фрезерование – во время этого этапа в определенных зонах некоторых деталей прорезаются небольшие отверстия. Такая процедура необходима для создания дренажных каналов в конструкциях дверных и оконных блоков.
- Армирование – по размерам уже раскроенных профилей нарезаются стальные вкладыши, которые вставляются во внутренние камеры и фиксируются саморезами по металлу. Благодаря этому значительно увеличивается жесткость деталей из пластика.
После выполнения перечисленных мероприятий профили считаются готовыми к сборке в рамы и створки. Эти этапы выполняются на станках для сварки и зачистки.
Сборка оконных и дверных блоков
Оптимальный результат, при котором обеспечивается высокая прочность и точность соединений, достигается при одновременном соединении всех стыков рамы или створки. То есть должны быть выполнены сразу все 4 угловых соединения. Этого можно достичь только на автоматизированном оборудовании. Сплавление профилей выполняется при высокой температуре и давлении. Если нарушить оптимальный режим сварки, качество швов будет неудовлетворительным. Для достижения нужных параметров в строго фиксированные зазоры между деталями из ПВХ профилей опускаются специальные тефлоновые элементы, которые расплавляют пластик. После достижения нужной температуры пластины с антипригарным покрытием быстро поднимаются, и все детали одновременно прижимаются друг к другу и удерживаются до полного застывания пластика. Перед тем, как перейти к следующему этапу, автомат самостоятельно проверяет прочность соединительных швов.
Зачистка угловых соединений
Поскольку при соединении деталей из ПВХ расплавленный пластик частично выдавливается наружу, стыки после сплавления профилей выглядят очень грубо. Создается впечатление, что рамы и створки покрыты широкими шрамами по углам. Чтобы придать конструкциям нормальный вид, весь проступивший наружу пластик убирают при помощи специального фрезеровального станка. На этом оборудовании не только со стыков убираются излишки поливинилхлорида, но и шлифуются уменьшенные в размерах швы. Благодаря этой процедуре рамы и створки из ПВХ профилей приобретают презентабельный внешний вид. Если для изготовления окон используется ламинированный профиль, после сварки и зачистки швов в местах угловых соединений проступают узкие белые полосы. Этот технологический изъян устраняется путем закрашивания стыков специальными маркерами, цвет которых совпадает с цветом декоративной пленки.
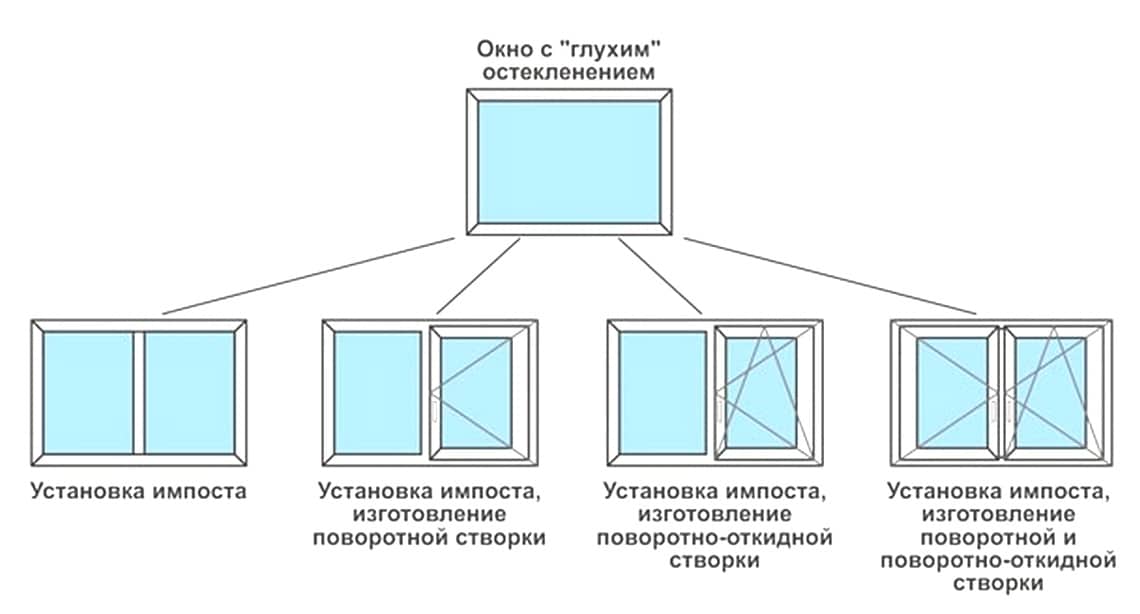
Фрезеровка и интеграция импостов
Импосты вставляются в уже готовые конструкции. Чтобы выполнить интеграцию импостов, их необходимо адаптировать под форму профилей. Эта процедура выполняется при помощи специального фрезера, который снимает излишки пластика. После подгонки импосты либо крепятся при помощи уголков и саморезов, либо ввариваются в основную конструкцию.
Установка систем открывания створок
Монтаж фурнитуры выполняется на специальных стендах. Если такое оборудование отсутствует, обвязку крепят вручную с использованием шаблонов. Вместе с монтажом основной фурнитуры выполняются крепеж ответных планок изнутри световых проемов и фиксация ручек управления системами открывания, которые соединяются с запорным механизмом фурнитуры.
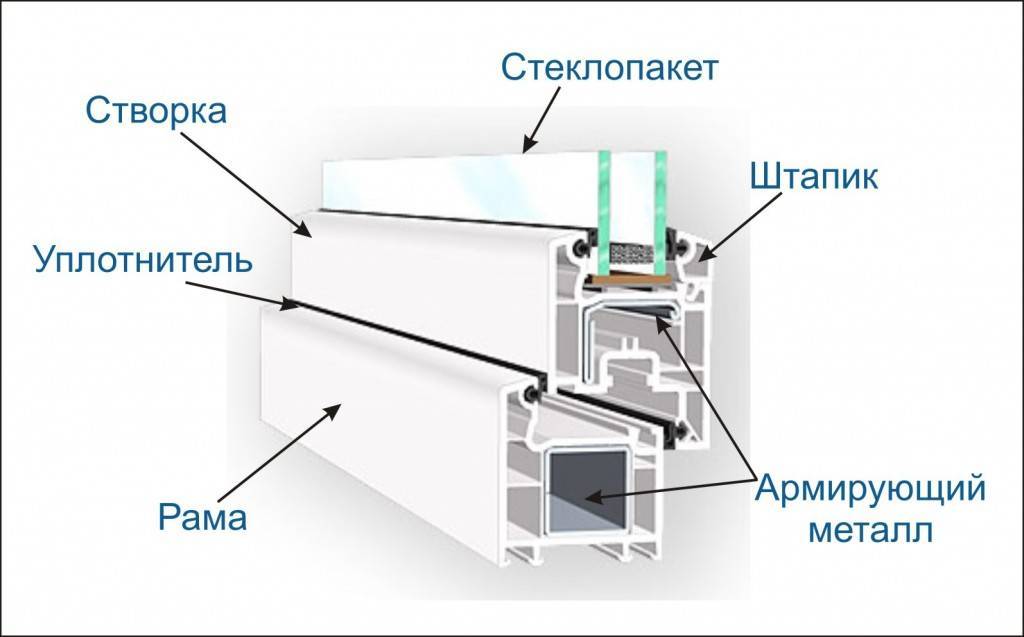
Крепление контуров уплотнения
Для фиксации уплотнителей в профилях предусмотрены специальные пазы. Чем больше количество контуров, тем выше уровень герметичности окон. Вследствие этого рекомендуется использовать системы, у которых их количество составляет не менее трех штук. Уплотнительные контуры разной формы вставляются в пазы как на рамах, так и створках, после чего оконные или дверные блоки готовы к завершающим этапам сборки.
Навешивание створок
Элементы механизма открывания (петель) имеются и на раме, и на створках. Благодаря этому при выполнении процедуры навешивания нужно просто вставить створки в световые проемы и зафиксировать фурнитуру.
Составление спецификации
Сегодня определение размеров деталей и их количества выполняется на компьютерах с применением специального программного обеспечения – вручную с калькулятором никто расчеты не производит. После передачи документации замерщиком проектировщик вводит все необходимые данные в компьютер, и программа вычисляет размеры рам, створок, стеклопакетов и каждого составного элемента в отдельности. Затем эти сведения в электронном виде передаются в цеха по изготовлению стеклопакетов и оконных или дверных блоков. Некоторые производители окон могут заказывать стеклопакеты у фирм, которые специализируется только на выпуске этой продукции. Однако суть технологического процесса от того, где именно будут изготовлены эти элементы окон, не изменяется.
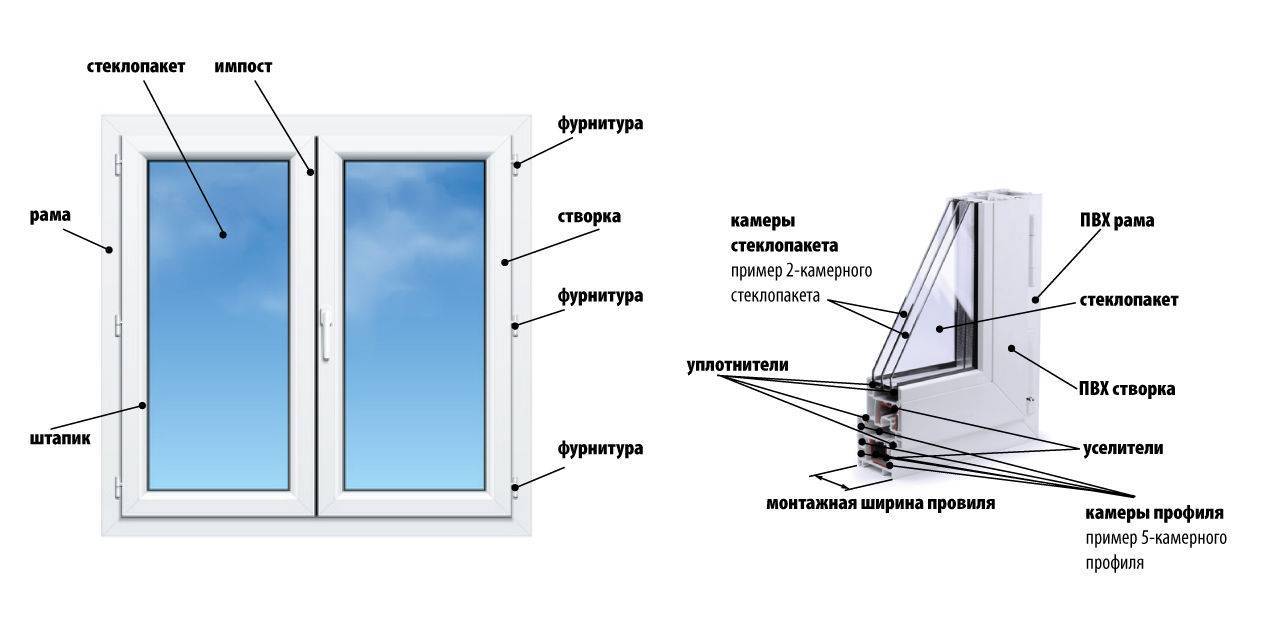
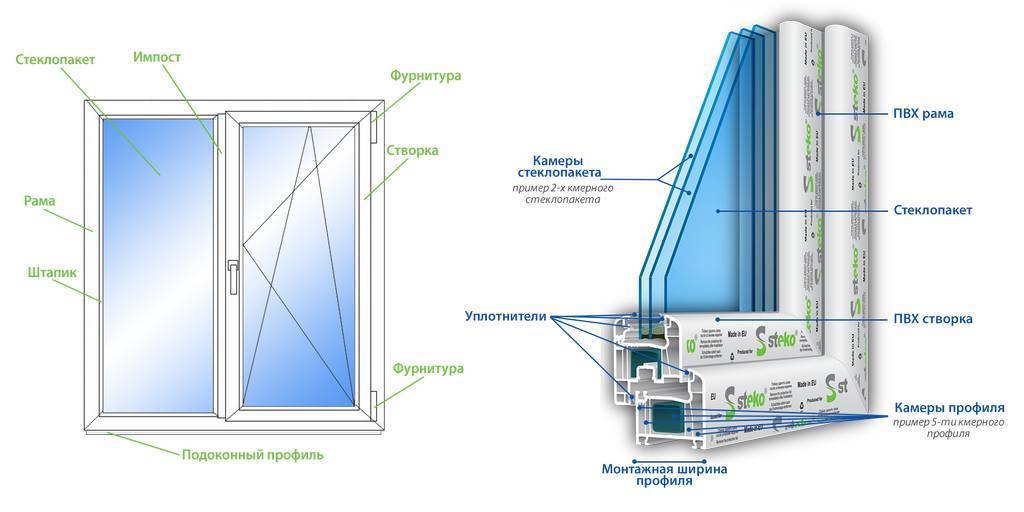
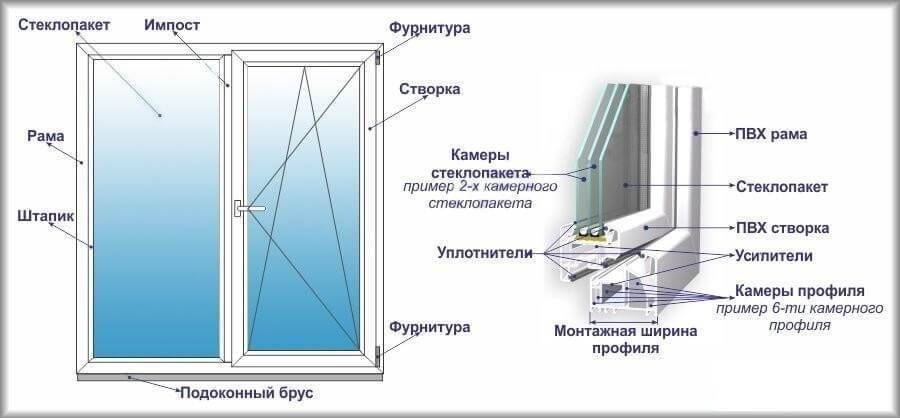
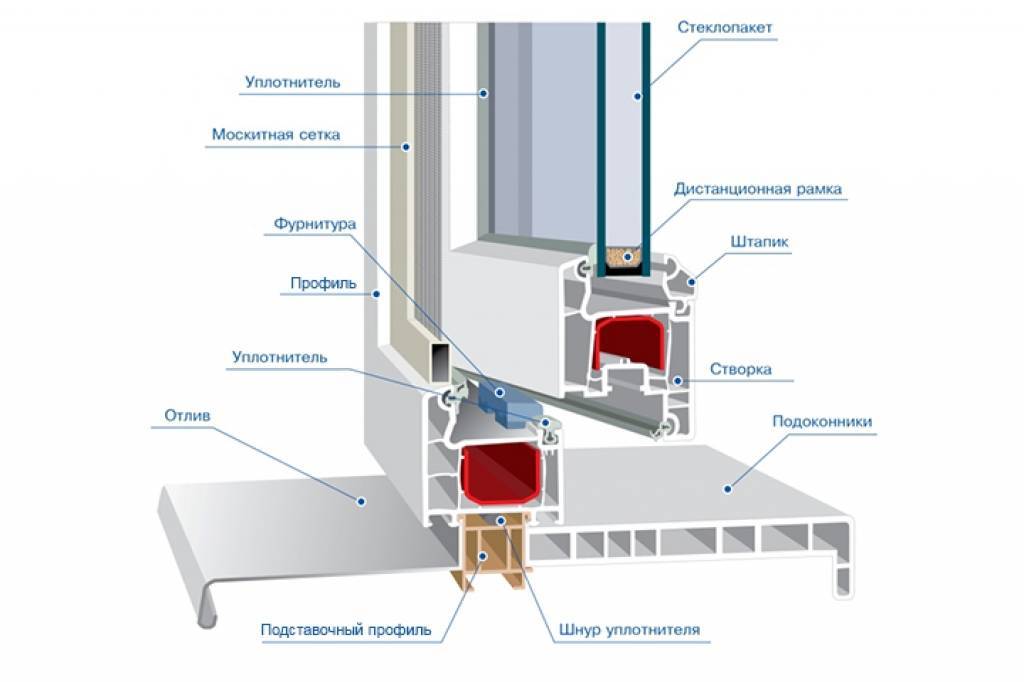
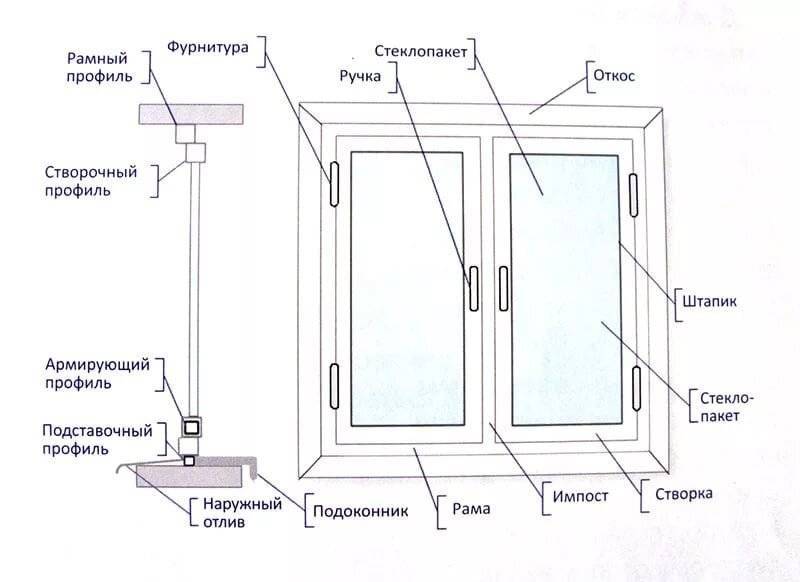
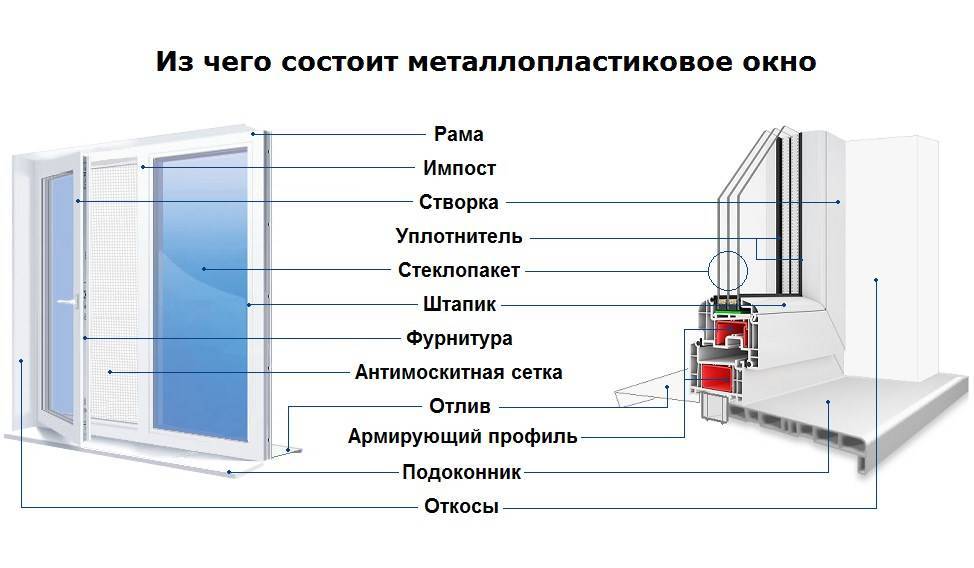
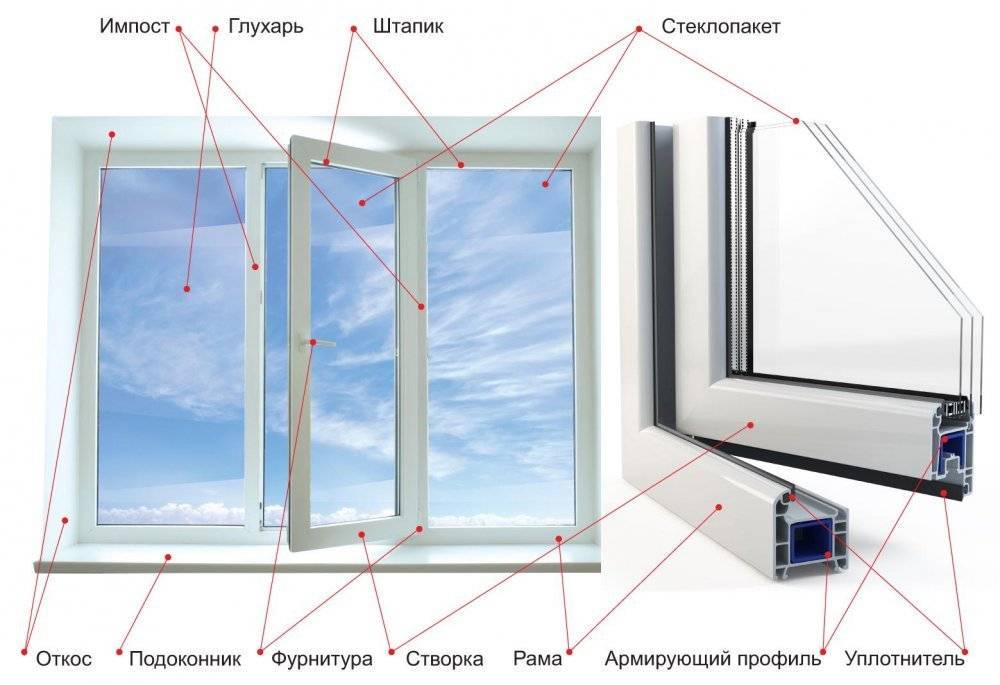
Конструкция пластиковых окон
Изготовление стеклопакета предполагает соблюдение особенных правил и норм. При помощи соблюдения этих правил, окна будут выполнять свои главные функции — пропускать природный свет в помещение, а также защищать помещение от несанкционированного вторжения.
Современные пластиковые конструкции имеют в своей основе следующие компоненты:
- Оконная рама — основа конструкции, которую монтируют непосредственно в оконный проем. На раму крепятся оконные створки, а также оконная фурнитура.
- Створки — это подвижная часть пластикового окна, которая обеспечивает комфортное открывание или закрывание
- Фурнитура — механизм, обеспечивающий фиксацию, а также управление створками
- Стеклопакет — герметичная конструкция, которая состоит из 2 и более стекол, закрепленных с помощью герметиков и дистанционных рамок
Общие сведения
Главная задача проекта – воплощение в жизнь предприятия по изготовлению пластиковых окон, в качестве расходных материалов берутся профили от известных мировых брендов. Расчет будет произведен с учетом приобретения нового качественного оборудования.
Потенциал в реализации этой бизнес-идеи достаточно высок. Это связано с тем, что стоимость оконных систем из ПВХ становится все более доступной для всех слоев населения. Даже люди с небольшим достатком могут позволить себе установку окон ПВХ. И это создает потенциально высокий уровень доходности и клиентскую базу. Правда, доверие потребителя нужно еще завоевать качеством продукции и удачной маркетинговой кампанией, но все по порядку.
Основные особенности бизнеса:
- Для начала деятельности необходимо зарегистрировать в налоговой инспекции юридическое лицо или оформить ИП.
- Производство пластиковых окон не требует специального лицензирования или сертификации, что в значительной степени облегчает деятельность предпринимателей. Из документов вам потребуется лишь свидетельство о государственной регистрации в качестве ИП или юридического лица. Для этого необходимо обратиться в ИФНС по месту жительства.
- Потребуется начальный капитал для аренды помещения, закупки оборудования и расходных материалов, найма рабочей силы.
- Также стоит предусмотреть наличие грузового малогабаритного транспорта для доставки товара.
- Как правило, одним лишь изготовлением спектр услуг не ограничивается. Будьте готовы к тому, что нужно будет выезжать на объект, производить замер, изготавливать по полученным параметрам оконные системы, доставлять их заказчику, осуществлять демонтаж старых окон и устанавливать новые.
- Предусмотрите рекламную кампанию и продумайте то, как вы ее будете осуществлять. Если вы планируете работать в небольшом городке, то достаточно будет обычных объявлений. Если же хотите развернуть бизнес в крупном мегаполисе, то тут не обойтись без создания собственного сайта, покупки контекстной рекламы, оптимизации интернет-ресурса и т.д.
Еще один немаловажный аспект – это сезонность. Зимой, когда на улице -30, вряд ли кто-то решится менять оконные системы. Основные продажи будут приходиться на период с апреля по октябрь. Поэтому открывать производственный цех лучше всего именно в апреле – мае.
Прежде чем начать собственное производство, еще раз подумайте, сможете ли вы преодолеть все препятствия, или один из аспектов может стать камнем преткновения. Оконный бизнес предусматривает серьезные вложения, будет очень обидно, если в результате плохой организации рабочего процесса они не просто не принесут прибыли, но и не окупятся.
Технология производства пластиковых окон
Этапы технологического процесса:
- В соответствии со снятыми замерами создается чертеж в электронном варианте
- Изготавливаются заготовки импоста, рамы и профилей из ПВХ
- Мастер делает отверстия для отвода влаги, а также для вставки фурнитуры в окно ПВХ
- Изготавливаются и монтируются армирующие профили, швы проходят шлифовку
- В соответствии с шаблонами фрезеруются импосты, затем они крепятся к блоку
- Монтируются ручки, фурнитура
- Рама оборудуется уплотнителями из резины
- Створки устанавливаются в раму
- Производится установка стеклопакетов с их уплотнением
- Процесс изготовления оканчивается тщательным контролем качества.
Далее, после того, как мастер убедится в работоспособности пластикового окна, его готовят к транспортировке для дальнейшего монтажа.
Контроль качества
На производстве полного цикла в обязательном порядке работает отдел технического контроля и, в частности, лаборатория, в которой проверяется качество ПВХ-профиля. По регламенту каждые 4 часа на производстве отбираются образцы для тестирования на устойчивость к повреждениям и деформациям, по органолептическим показателям, на прочность сварных швов.
Кроме того, ежедневно на заводе производится проверка профилей и готовых окон по следующим показателям:
Внешний вид профиля (целостность, глянец, цвет);
- Масса погонного метра;
- Ацетоновая проба на способность деформироваться;
- Габариты, вплоть до сотой доли миллиметра;
- Правильность установки фурнитуры и ее функциональность;
- Термоустойчивость при температуре 100 °С;
- Герметичность и теплоизоляция;
- Светопрозрачность;
- Ветроустойчивость.
Все крупные производства, имеющие сертификацию ISO, проводят указанные испытания и строго контролируют качество своих изделий. Соответствие стандартам и нормам фиксируется в сертификатах соответствия на готовую продукцию.
Читайте по темеКакие ГОСТы применяются к изготовлению и монтажу пластиковых окон?
Через функционал нашего сервиса Вы можете за считанные минуты выбрать себе качественную и надежную оконную компанию.
Оборудование и механизмы для производства пластиковых окон
Основное оборудование для производства пластиковых окон включает в себя:
Копировально-фрезерные станки нужны для создания отверстий под запорную фурнитуру – замок, ручку и т.д.



- Настольный копировально-фрезерный станок (с механическими ручными прижимами).
- Стационарный копировально-фрезерный станок (с пневно-прижимами)
Пила для резки пластикового профиля
Пила для резки – это основной инструмент для изготовления заготовок рамы окна. И это первая операция при производстве пластиковых окон, после доставки профилей в цех. Обычная длина профиля – 6 метров, но в зависимости от производителя профиля может колебаться от 5,8 до 6,5 метров.
В зависимости от конструкций пилы для резки профиля бывают (усорезные пилы):
- Двухголовая фронтальная пила
- Пила с нижней подачей пильного диска
- Одноголовочная пила с фронтальной подачей диска
- Двухголовочная маятниковая пила
- Настольная маятниковая пила с механическими (ручными) прижимами
- Стационарная маятниковая пила с пневматическими прижимами
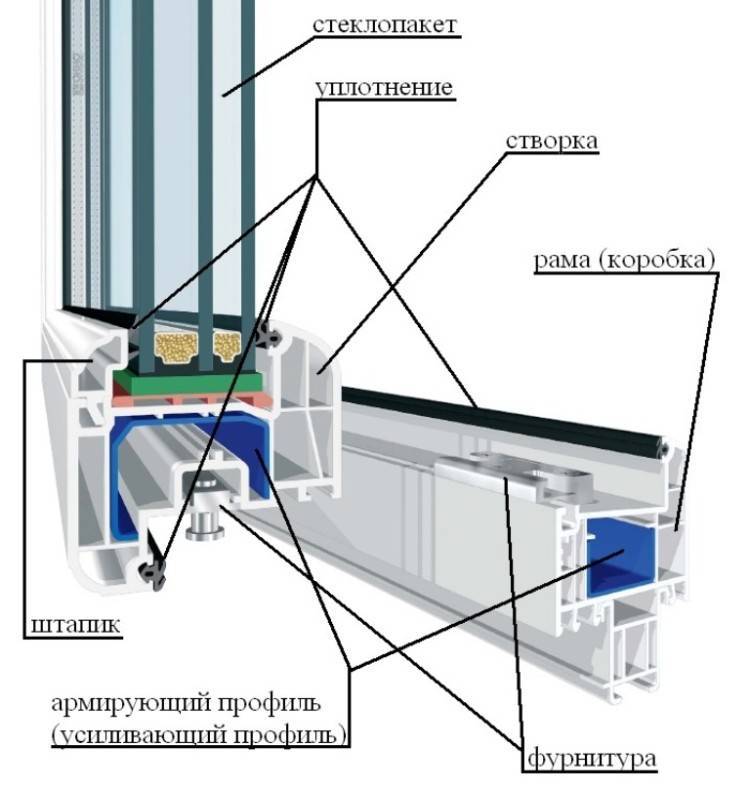
Пила для резки металлического армирующего профиля
Армирующий профиль вставляется в пластиковый профиль окна для придания жесткости более надежного крепежа оконной фурнитуры. Для распила может использоваться специальное оборудование или обычная «болгарка», так как такой точности, как при распиле пластикового профиля здесь не нужно (металлический профиль находится внутри пластикового профиля). Виды пил по металлу:
- Ленточная пила по металлу
- Высокооборотная пила по металлу (дисковая)
- Низкооборотная двухскоростная пила (дисковая)
Так как из-за конденсации при перепаде температур в профиле рамы может образовываться влага, в раме, створке и импостах сверлятся дренажные отверстия. Инструмент для фрезерования дренажных каналов – обычно это или дрель, или специальный инструмент — станок для сверления дренажных каналов 2-х или 3-х шпиндельный)
Станок одноголовочный, ручной. Предназначен для сваривания углов оконного профиля ПВХ.
Виды станков для сварки оконного ПВХ профиля:
- Одноголовочный сварочный станок
- Двухголовочный сварочный станок
- Четырехголовочный сварочный станок
Эти станки различаются по производительности, для большого автоматизированного производства лучше подходит четырехголовочный сварочный станок.
Зачистные станки используются после сварки пластикового профиля для зачистки наплывов. Бывают ручными, автоматическими, пневматическими в составе автоматизированных линий. Виды зачистного оборудования могут сильно варьироваться от уровня оснащенности производства.
Для мелких работ наиболее выгодно использовать пневноинструмент (дрели, шуруповерты и тд), но нужно не забывать что к пневмоинструменту нужен также компрессор сжатого воздуха.
Шуруповерт для крепления в пластиковом профиле армирующего профиля
Крепление армирующего профиля в пластиковом профиле может быть выполнено с помощью ручных винтовертов или автоматических.
Служит для обработки торцов импоста, для установки импоста в профиль рамы.
Виды торцефрезерных станков:
- Настольный станок с механическими прижимами и ручной подачей фрезы.
- Стационарный станок с пневматическими прижимами и ручной подачей фрезы. Угол обработки (бывает с изменяемым углом, количество фрез до 2х, с системой охлаждения, с автоматической подачей)
Для эффективного и аккуратного производства пластиковых окон, необходимы в качестве вспомогательного оборудования сборочные столы, тележки, контейнеры (для хранения материалов, инструментов, заготовок).
Для производства оконных конструкций фирма использует высокоточные станки от известных и общепринятых европейских фирм Urban, Rotox, Hollinger, Schirmer и Maver. Повышенная производительность и колоссальный запас качества этого оборудования позволяет максимально реализовать производственный ресурс с учетом задач, поставленных перед предприятием.
Ориентируясь на ведущих производителей и отвечая постоянно возрастающим требованиям клиентов, компания ведёт постоянную направленную работу по совершенствованию и модернизации своих мощностей. При этом производственные линии по изготовлению стеклопакетов, включающие резку, промывку, полировку и обработку антистатиком, полностью автоматизированы.
Установка фурнитуры и уплотнений
Чтобы створки окна могли открываться и закрываться, поворачиваться в разных плоскостях, собранную раму снабжают поворотно-запорным механизмом из нержавеющей стали.
Детали механизма крепят на боковые грани и углы по периметру оконной створки шурупами в заранее размеченных по шаблону местах.
На раме устанавливают стальные зацепы, называемые «ответами». При повороте оконной ручки ролики запорного механизма, входят в эти зацепы, плотно прижимая створку к раме.
Поворот и откидывание створки обеспечивают шарнирные петли. Они крепятся к створке и к раме, а соединяются штифтами, одновременно служащими осями вращения.
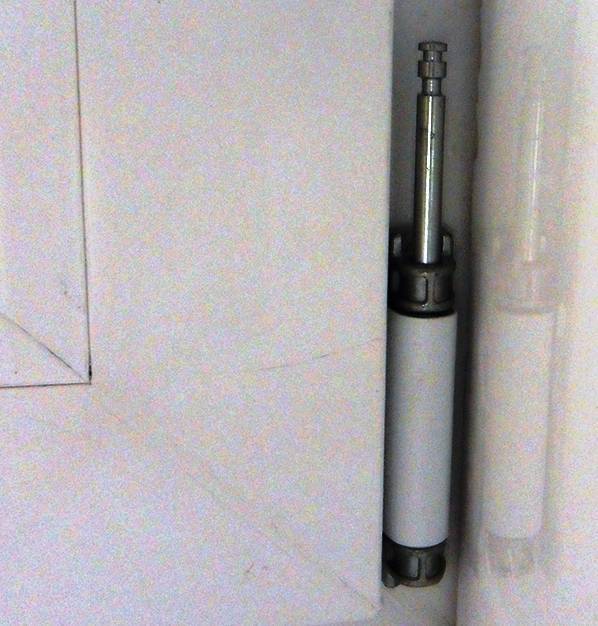
Шарнир
После проверки работы собранного механизма шарниры закрывают декоративными накладками.
То, что для русского хорошо, для немца смертельно
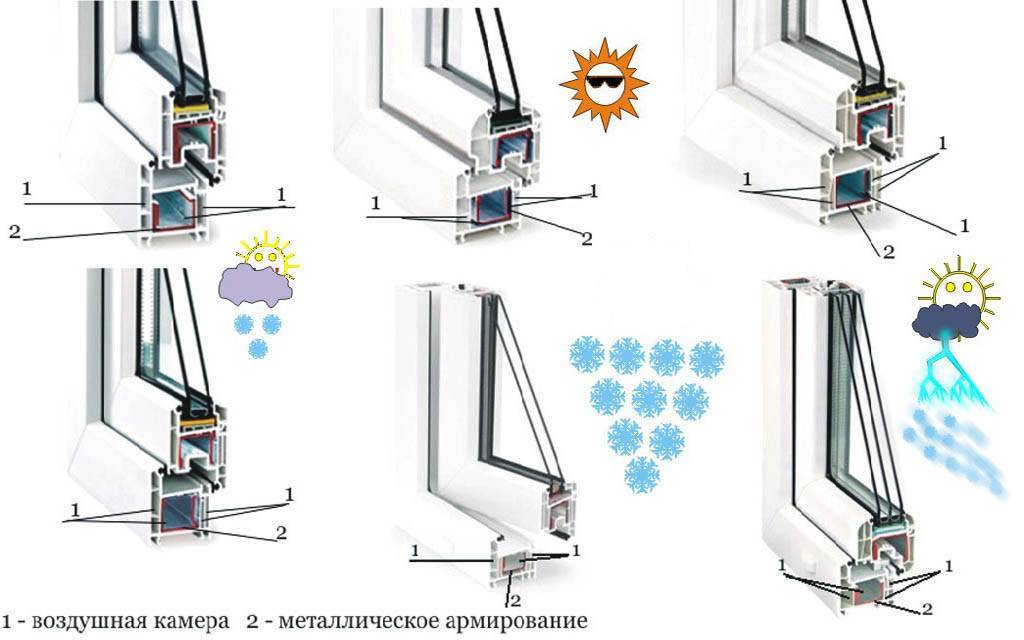
Видимо, речь в этой поговорке идет о крепких российских морозах, водке и бане. Но, увы, в наши дни эта поговорка приобрела обратный смысл например, применительно к пластиковым окнам. Это почувствовали на себе первые российские покупатели, когда на заре постсоветского капитализма наш рынок ринулись завоевывать производители ПВХ-профиля из Западной Германии. Но зимы в нашем понимании у них не бывает. А для каждой климатической зоны и в каждой стране существуют свои собственные «оконные» стандарты по теплу и шуму. И если для Сочи подходят нерусифицированные немецкие окна, то они явно не предназначены для Москвы, а уж тем более для Архангельска или Магадана. Но производство профиля из ПВХ обладает достаточной гибкостью, и поэтому через несколько лет многие компании сделали поправку на суровый российский климат. Сегодня на отечественном рынке можно найти профиль с любыми требуемыми характеристиками. Нужно ли наращивать количество камер профиля? Это зависит от того, где вы живете, какие у вас бывают морозы, и насколько шумно за окнами.
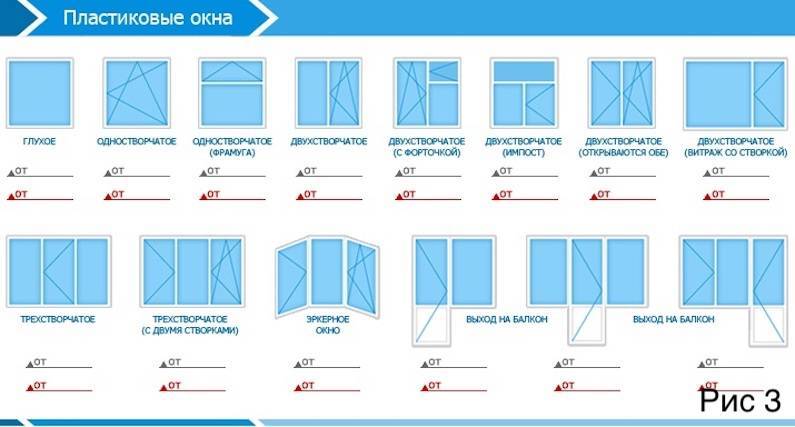
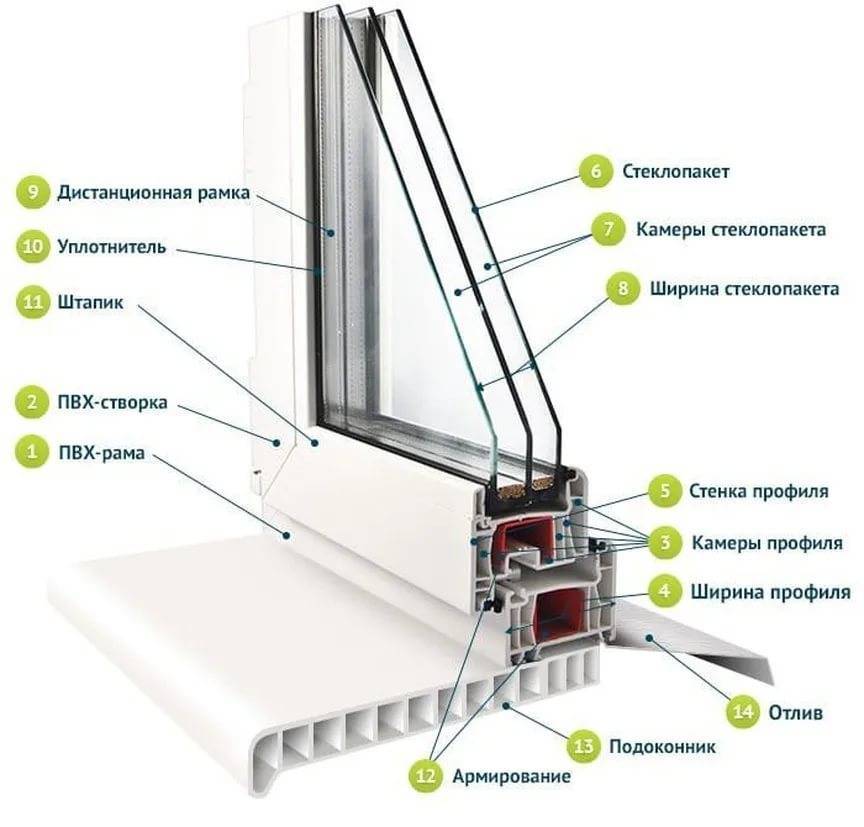
Виды стеклопакетов
Существует три вида стеклопакетов:
- Однокамерные.
- Двухкамерные.
- Трёхкамерные.
Разница в количестве внутренних стекол и в плотности.
Однокамерные
При отделке жилых помещений используется редко, из-за низкого уровня защиты от внешних шумов. Также имеет низкую проводимость тепла.







Широко применяются при остеклении помещений технического назначения или офисных кабинетов. В жилых домах встречаются при отделке балконов или лоджий.
При выборе однокамерного типа, для жилого помещения, следует учитывать минимальную температуру зимой. В таких случаях подойдут для местности с не холодным зимним сезоном, как в европейских регионах.
Главным плюсом является низкая масса, из-за чего их комфортно устанавливают в объемных оконных выемках с большой площадью.
Разновидности однокамерных конструкций по ширине, мм:
- 16;
- 18;
- 20;
- 24;
Подойдут для профильной системы с шириной от 58 до 70 мм.
Двухкамерные
Применяется для остекловки жилых помещений. В основе находится 3 стеклянных полотна и две камеры с воздушной прослойкой между ними.
Отличается высокой защитой от внешних факторов, включая шумы извне и пропуск теплоты. Базовую версию двухкамерного стеклопакета улучшают в зависимости от потребностей пользователя.
Разновидности двухкамерных элементов по ширине, мм:
- 24;
- 28;
- 32;
- 36;
- 44;
Установка для профилей с шириной от 58 до 82 мм.
Трехкамерные
В северных странах и регионах трехкамерный пакет – это единственным способом уберечь тепло в доме. За счет широкого профиля и большого количества герметичных стенок они обеспечивают отличную теплоизоляцию.
В основе находится четыре стеклянных полотна и 3 воздушные прослойки. Имеет наилучшие показатели при защите от внешних шумов и удержании тепла внутри
Важно понимать, что такие высокие показатели обоснованы значительными габаритами и весом составляющих, что следует помнить при выборе
Наибольшим недостатком трехкамерного стеклопакета является низкая пропускная способность света извне, при его высокой теплоизоляции. Конструкцию делят на детали, и потом собирают воедино при установке. Это требуется для соблюдения всех технических параметров к жесткости и прочности рамы.
Устанавливается для профилей с шириной от 70 до 82 мм.
Тип подоконников из ПВХ
Выбирая тип подоконников из ПВХ, помните, что они должны сочетаться с материалом ваших окон ПВХ идеально подходит к пластиковым окнам, но с деревянными может смотреться несколько нелепо. С фугой стороны, невозможно представить пластиковое окно с деревянным, мраморным или другим не пластиковым подоконником.
Этот материал невосприимчив к воздействию влаги и микроорганизмов, что позволяет разводить на нем цветы, не заботясь о сохранности поверхности. Эксплуатировать пластиковые подоконники можно в помещениях при нарушении норм влажности и температуры. Они устойчивы к солнечному излучению и не выцветают, не желтеют, не расслаиваются. Кроме того, по стоимости пластиковые подоконники наиболее доступны. Их цветовая гамма весьма разнообразна: традиционный белый цвет, махагон, окраска под мрамор, дуб, бук.
Посмотрите фото подоконников различных видов: каждый из них выглядит достойно:




Как устанавливается фурнитура на окна ПВХ

Фурнитура – набор металлических элементов (петель и запирающих устройств), которые позволяют створке окна открываться и запираться. То есть все то, без чего окно не может быть приведено в движение – и есть фурнитура.
Элементы этого типа устанавливаются как на раму, так и на створку. Чтобы каждому элементу на створке окна соответствовал запирающий на раме – все эти процессы производятся по заранее размеченным эскизам, в соответствии с рекомендациями производителя фурнитуры.
После этого этапа, окно уже имеет практически законченный внешний вид и функциональность, единственное чего ему не хватает до полной готовности – это прозрачного стекольного заполнения, которое монтируется на следующем этапе конвейера.
Из чего в действительности состоит профиль пластиковых окон
Точные пропорции ПВХ смеси держатся в тайне, так как формула является частью секрета фирмы-производителя, за которым (как за рецептом Кока-Колы) охотятся шпионы-конкуренты.
Тем не менее состав строго определен. Для экструзии оконного профиля используют:
- Собственно ПВХ,
- Термостабилизаторы (на основе соединений свинца или кальций-цинка),
- Красящие пигменты (оксид титана и оксид железа),
- Наполнители (соединения кальция),
- Пластификаторы (фталаты).
Насколько безопасен состав смеси для производства ПВХ профиля?
Чтобы не быть голословными, рассмотрим их по порядку.
Термостабилизаторы
Термостабилизаторы на основе соединений свинца уже долгое время используются в производственных отраслях для придания необходимых физических свойств. Для термоустойчивости оконного ПВХ профиля применяют сульфид свинца. Свинец в соединении находится в связанном виде и не представляет опасности. К тому же для производства профиля его добавляют в малых количествах — не превышает величину в 0,4% от общего объема материалов. В окне получается и того меньше.








Продолжительное использование, среди прочего — для изготовления водопроводных труб, позволили изучить свойства сульфида свинца и получить опытное подтверждение его безвредности. Другое дело — стабилизаторы на основе кальция и цинка.
Стабилизаторы на основе цинка и кальция относительно недавно стали использоваться в производстве ПВХ профилей, отчего в полной мере не сформировалось базы знаний и наблюдений за материалами с этими компонентами. Однако они прошли все проверки в европейских лабораториях на соответствии нормам.
Красители
Красители для производства ПВХ профилей — вещества, прошедшие лабораторные исследования и активно применяемые. В конечном продукте — профиле окна ПВХ, они также не представляют опасности.
Необходимость добавки красящих пигментов объясняется тем фактом, что ПВХ сам по себе не имеет цвета и без красителей представлял бы на вид толстый полиэтиленовый пакет.
В производстве ПВХ профиля используют следующие красящие компоненты:
- оксид титана — для придания профилю белого цвета,
- оксид железа, чтобы сделать цвет профиля коричневым.

Наполнители
Соединения кальция, используемые как наполнитель, придают оконному профилю прочность. Добавляемый для этих целей состав, как правило, карбонат кальция, или попросту, мел. Безвреден и безопасен.
Пластификаторы
Пластификаторы в пластиковой продукции — наиболее обсуждаемый элемент. Именно он до недавнего времени был главным объектом критики пластиковых окон.
Особое внимание общественности приковано к фталатам группы DEHP, воздействие которых изучается, но предполагается их негативное воздействие при попадании в организм человека. Для пластиковых профилей используются фталаты другой группы — DIDP и DINP, которая до 2014 года также была под подозрением
Однако проведенные исследования* в течение 4 лет подтвердили безопасность пластификаторов этих групп
Для пластиковых профилей используются фталаты другой группы — DIDP и DINP, которая до 2014 года также была под подозрением. Однако проведенные исследования* в течение 4 лет подтвердили безопасность пластификаторов этих групп.
По результатам наблюдений эксперты смогли с уверенностью заявить, что необходимо с осторожностью использовать предметы, в которых использовались пластификаторы из группы риска, и то при условии, что частицы будут попадать внутрь. В заключении касательно оконного профиля говорится, что профиль изготовленный с использованием фталатов DINP и DIDP, не оказывает никакого влияния на организм человека
В заключении касательно оконного профиля говорится, что профиль изготовленный с использованием фталатов DINP и DIDP, не оказывает никакого влияния на организм человека.
*- Согласно данным исследований рабочей группы по ПВХ и окружающей среде Arbeitsgemeinschaft PVC und UMWELT e.V. (AGPU)
Технология производства окон ПВХ
Производственный процесс изготовления пластиковых окон включает такие этапы:
1. Резка профиля
На этом этапе выполняется резка металлического профиля и хлыстов ПВХ
От уровня исполнения этой операции во многом зависит качество готовой продукции, поэтому следует уделять пристальное внимание соблюдению плоскости реза и расположению хлыстов профиля. Нарезка заготовок осуществляется в соответствии с бланком заказа и с учетом запаса на сварку (5-6 мм). — резка пластикового профиля
Рамный и створочный профиль нарезаются на пиле под углом 45°. Эркеры, подставочные профиля, импорт нарезаются под углом 90° с учетом запасов с каждой стороны (2,5-6 мм). — резка армирующего профиля производится на специальной пиле под углом 90°.
2. Фрезерование дренажных каналов
Для компенсации ветрового давления и отвода лишней влаги делаются дренажные отверстия в створке, импосте и раме. Расположение этих отверстий должно соответствовать рекомендациям снабженца профиля.
Отверстия должны иметь продолговатую форму и делаться с помощью специального инструмента или на дренажном станке.
3. Фиксация металлического профиля в пластиковом
В специальную камеру заготовки пластикового профиля помещаем металлический профиль и закрепляем его с помощью саморезов. Эту операцию можно осуществить с помощью ручного винтоверта или на автоматическом шуруповерте.
4. Фрезерование отверстий под замок основного запора и под ручку
Для установки элементов фурнитуры необходимо предварительно сделать соответствующие отверстия. Эта операция осуществляется на копировально-фрезерном станке.










5. Фрезерование торцов импоста
Для установки импоста в раму или створку необходимо соответствующим образом обработать края заготовки. Это действие выполняется на торцефрезерном станке. Далее импост прикрепляется к створке или раме с помощью механических соединителей.
6. Сварка окон ПВХ.
Во время сварки необходимо соблюдать такие условия:
- температура сварного ножа должна быть 230-250°;
- тщательно обработать поверхность ножа;
- время разогрева шва – от 25 до 40 сек.;
- время сварки шва – от 25 до 40 сек.
Перед тем как поместить заготовки на сварочный станок необходимо убедиться в их чистоте, так как пыль, стружка металла или ПВХ ухудшают качество сварки. После окончания этой операции осуществляют визуальный контроль качества сварочного шва.
7. Зачистка углов металлопластиковых изделий – удаление наплава сварного шва
Эта операция может выполняться вручную или на специальном станке. Автоматический станок срезает наплав с лицевой поверхности профиля специальными ножами, далее фреза очищает торцевую поверхность профиля.
Под каждый вид профиля подбирается специальная фреза!
8. Установка уплотнительной резины
Погружение уплотнительной резины в паз нужно начинать с середины верхней перекладины. Резина вручную помещается в паз так, чтобы не было ее растяжения. Стыковать уплотнитель нужно, используя специальный клей.
9. Операции по сборке оконной конструкции включают установку импостов и фурнитуры
После установки фурнитуры, необходимо поместить створку на раму и ввести фальцевые вкладыши, прокладки под стеклопакет.
10. Нарезка штапиков
Штапик – контур, который нужен для крепления стеклопакета в створке или раме. Действия по резке штапиков осуществляются на специальной пиле, иногда на маятниковой пиле.
В завершение производственного процесса, нужно поставить стеклопакет в створку или раму, а в специальные пазы забить штапики. Эта операция может осуществляться на стенде остекления. После этого окно готово к монтажу.
На крупнейших заводах России имеется автоматизированная линия по производству окон ПВХ, на которой осуществляется полный цикл производства. Например, на заводе компании Kaleva есть не только сборочный цех и комплекс производственного оборудования, но и экструзионная линия.





