

Какое оборудование и сырье нужно для производства резиновой плитки?
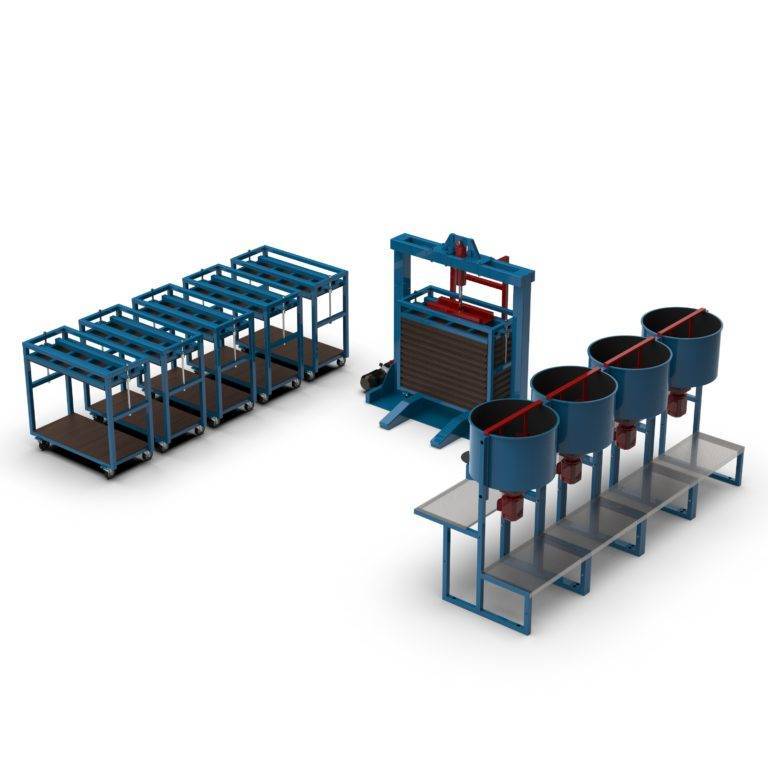
Выше уже написано, что в смену производится 20 м2 резиновой плитки. Необходимое оборудование для производства:
– пресс вулканический – 1 штука;
– камера для просушивания готовой продукции – 1 штука;
– тележки для пресс-формы – 2 штуки;
– смеситель для приготовления сырьевой массы – 1 штука;
– стойка для миксера – 1 штука;
– стол формовочный – 1 штука;
– пресс-формы – 20 штук;
– весы – 2 штуки;
– инструменты для работы;
– пресс-форма для изготовления спортивных ковриков – 1 комплект.
Все перечисленное оборудование ориентировочно стоит 950000 рублей. Частичная стоимость оборудования для мини производства взята у поставщика оборудования “Альфа – СПК”.
Сырье для производства.
Как правило, у тех, кто занимается изготовлением каких либо видов материальных средств, львиная доля финансов уходит на закупку сырья. Это налагает свой отпечаток на стоимость конечного продукта, а также на получение прибыли.
Изготовление плитки из резиновой крошки производится из старых, отработавших свой ресурс автомобильных покрышек. Фактически – это отходы, от которых мечтают избавиться не только частники, но и различные транспортные компании и предприятия. При этом сама резина изготавливается из высококлассного каучука и обладает уникальными характеристиками, высокой прочностью и способностью выдерживать достаточно высокие нагрузки. В России рознично-оптовая стоимость на:
– резиновую крошку – черная (16 тыс. рублей за тонну), цветная (от 23 до 35 тысяч); – полиуретановый клей – 200 руб./кг;
– красители – от 95 рублей за кг.
Потребление электричества на данном производстве – 15 кВт/час.
Начинающих предпринимателей будет интересовать, как правильно сделать смесь для изготовления плитки. Компонентами смеси будет являться резиновая крошка, полиуретановый клей и краситель. Технология смешивания будет передана при покупке оборудования “Альфа – СПК” для мини производства 20 м2 в смену.
Пошаговый процесс изготовления резиновой плитки
Необходимо определиться, каким способом будет производиться изготовление плитки из резиновой крошки: с ноля, когда нужно измельчать шины, или на базе готового материала. На следующем этапе можно переходить непосредственно к производству.
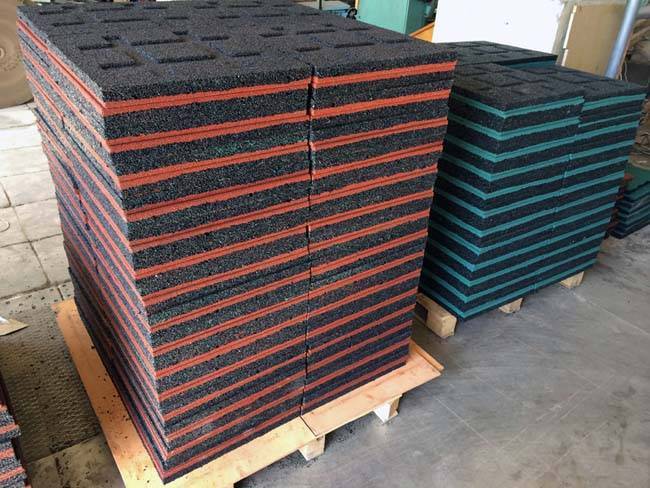
Плитки из резиновой крошки
Изготовление смеси
Основу составляет резиновая крошка. На основании выбранного рецепта компоненты соединяют. Что нужно сделать при этом:
- засыпать резиновую крошку и пигментный краситель: компоненты кладутся в чашу строительного миксера – это резиновая крошка нужного помола и пигмент, но следует засыпать их поочередно, сначала крошку, а после краситель;
- в смесь добавить полиуретановый клей: длительность перемешивания компонентов – 4 минуты, после этого в состав можно добавить клей на полиуретановой основе, нужно выдержать около 8 минут прежде, чем продолжать работу.
Смесь для резиновой плитки
Раскладывание смеси по формам
Устойчивость изделий из резиновой крошки к воздействию внешних факторов зависит от качества подготовки на этапе формования. Для этого нужно придерживаться плана:
- Форму для будущей плитки смазать полиметилсалаксаном. Это вещество выступает в качестве антиадгезионного.
- Равномерно распределить смесь по форме. Используют гладилку – это инструмент в виде площадки с ручкой, он позволяет равномерно распределить массу по форме.
- Поверх засыпать второй черный слой. Он не содержит пигмент, готовится по рецептуре без красителя, в остальном технология та же.
- Поместить пластиковую форму в каркас пресс-формы. Полимерный корпус не отличается жесткостью, а потому при движении с места на место его стенки могут прогнуться. По этой причине следует всегда ставить такие емкости в каркас пресс-формы.
- Емкость герметично закрыть пленкой. Это создаст нужные условия для запекания сырья.
- Наклеить на пресс-форму промежуточный вкладыш, а поверх пресс-формы нужно расположить еще один.
Все манипуляции на данном этапе занимают до 30 минут – при работе с одним стендом.
Производство резиновой плитки из крошки – дело не очень затратное
Способ изготовления №1: процесс формирования плитки путем холодного прессования
Изготовление резиновой плитки продолжается, когда заготовки отправляются в вулканический пресс. Это выполнятся в условиях средних температур. Тонкости процедуры:










- Ставится под пресс с помощью стенд-тележки. Для его транспортировки используется еще одна гидравлическая тележка. Когда стенд будет помещен под пресс, ее убирают.
- Выполняется движение штока – пресс-формы должны смыкаться. Это действие производится после нажатия кнопки «Пуск». Когда пресс-форма сомкнется, станок отключают.
- Форма убирается с помощью тележки. Сначала нужно вернуть шток пресса в прежнее положение. С помощью гидравлической тележки достают другую – стенд.
- Тепловая обработка: после пресса форма отправляется в термошкаф. На данном этапе включается термовентилятор или другой нагреватель. Длительность обработки составляет 6-8 часов.
- Готовую плитку нужно достать из термошкафа. Ее извлекают сначала из каркаса, затем – из стенда. Далее следует раскладывание резиновой плитки на стеллажах – но формируют не больше 4 ярусов.
Пресс пуансон для резиновой плитки
Способ изготовления №2: горячее прессование
Главное отличие этого способа производства – добавление вещества, ускоряющего процесс приготовления плитки, влияющего на структуру материала. В остальном технология сходна с «холодным» способом производства. Основные этапы:
- добавление катализатора: вещество не является основным компонентом, но применяется часто, делает смесь более тягучей;
- прессование под воздействием высокой температуры: после смешивания компонентов полученную массу отправляют в формы, выравнивают поверхность и помещают в вулканический горячий пресс, источник тепла в данном случае разный – электричество или пар, здесь изделия из крошки подвергаются давлению свыше 5 тонн;
- запекание в течение ограниченного отрезка времени – длительность зависит от толщины заготовки, например, для изготовления плитки 8-15 мм достаточно подержать ее под воздействием давления при температуре до 130°.
Резиновая плитка — горячее прессование
Контроль качества – измерение и взвешивание
Необходимо использовать простые инструменты и способы для определения качества готовой продукции:
измеряется толщина;
проверить плотность углов, если она низкая, в следующий раз при производстве плитки из резиновой крошки нужно обратить особое внимание на эту особенность – рекомендуется сжимать материал на данных участках;
производится взвешивание каждой плитки, чтобы отправить ее на контроль.
Укладка резиновой плитки
Технология дробления
Известно два способа переработки вторичного сырья:
- Ударно-волновое. Покрышки загружаются в специальную камеру. Там происходит процесс ударно-волнового дробления. Преимущество в том, что весь процесс автоматизирован. Этой установкой способен управлять один человек.
- Механические. В этом случае дробление происходит посредством специальных режущих элементов. Для организации небольшого производства это оборудование идеальное решение. Оно имеет гораздо меньшую стоимость.
Технология механического дробления сводится к следующему:
- Сначала изымается посадочное кольцо из покрышки.
- После этого шина разрезается на полоски шириной 50 мм.
- Затем удаляются все оставшиеся посадочные кольца.
- Далее все перемещается в емкость, в которой разрезанные ленты перетираются.
- На выходе крошка получается фракции размером от 1 до 5 мм.
- Заключительный процесс сводится к сортировке фракций резиновой крошки.
Рынок сбыта
На начальном этапе очень важно найти поиск рынки сбыта, чтобы обеспечить предприятие постоянными заказами. Таких заказчиков лучше искать среди следующих клиентов:
- строительные компании, которые занимаются обслуживанием жилого фонда;
- фирмы, отвечающие за благоустройство парков и зон отдыха;
- ТСЖ;
- управляющие компании;
- администрации городов, районов;
- фирмы, занимающиеся сбытом и монтажом игровых площадок;
- компании, отвечающие за установку уличного спортивного инвентаря;
- ландшафтные дизайнеры.
Можно наметить круг клиентов и рассылать им коммерческие предложения или оставлять заявки на оптовых торговых площадках. Так сможете выйти на заказчиков из других регионов. После контакта с менеджерами строительных фирм обычно практикуют «холодные звонки», в которых описывают преимущества сотрудничества с вами и предлагают провести встречу/заключить контракт.
Риски
У этого производства есть не только преимущества. Существует и ряд рисков. Это связано с нехваткой специалистов, которым известна технология создания продукции. В этом случае можно поступить двумя способами – найти технолога или самостоятельно обучить сотрудников этой деятельности. Но тогда самому нужно быть профессионалом.
Важную роль играет сезонность. Резиновая плитка применяется на улице и в помещениях автосервисов, гаражей, объектов для животных, а также территорий около бассейнов и в спортивных залах. Желательно открывать бизнес в конце зимы и в начале весны. Осенью продукция также будет востребована, так как происходит благоустройство улиц.
Предприятие будет функционировать нормально только в том случае, если всегда будет необходимое количество сырья. Для среднего производства нужен запас в 100 тонн. Риском является поломка оборудования, поэтому к его приобретению нужно подходить особо внимательно.
Если рассчитать все затраты, то рыночная цена продукции будет равна 1350 рублей за 1 кв.м. Ежедневная прибыль составит около 16,5 тысячи рублей, а в месяц – 350 тысяч. Срок окупаемости доходит до 145 рабочих дней, если рентабельность равна 40%.
Производство резиновой плитки является востребованной отраслью. Если грамотно подойти к организации бизнеса, то сделать его прибыльным получится за короткое время. Главное, чтобы было все необходимое для выпуска качественной продукции.
Рекомендации по производству
Для полноценного выпуска тротуарной плитки, недостаточно просто закупить нужное оборудование, важно соблюдать технологию и учитывать все ключевые моменты, связанные с этим процессом:
Станок с прессом должен подавать равномерное одинаковое давление на каждый сантиметр раствора. Сильная вибрация нарушает целостность массы и ломает плитку. В приготовлении бетона используют щебень и пластификаторы, увеличивающие прочность и эластичность раствора. Марка цемента не должна быть ниже М500. Перед использованием плитки полностью просушивают заготовки, на это обычно уходит не менее суток
С целью ускорения процесса используются специальные сушилки
Важно поддерживать в производственном помещении оптимальные условия хранения плитки: влажность, температуру, уровень пыли и т. д
Оборудование регулярно чистят и проверяют его исправность. При планировании массового выпуска изделий, потребуется подготовить площадь для хранения продукции.
Если вы хотите заняться бизнесом по производству тротуарной плитки в домашних условиях, лучше все же приобрести фабричное оборудование. А вот для личных потребностей станок, сделанный своими руками, – это вполне подходящая замена.
Состав резиновой плитки
Резиновая плитка – новое веянье в сфере строительных материалов. Изготавливается из крошки мелкого помола, после проведения ряда манипуляций над сырьем получают продукцию с высоким показателем эластичности. За счет этого обеспечивается травмобезопасность.









Сырье для изготовления плитки предлагается в изобилии. Крошка, полученная из шин, не представляет угрозы для природы – не выделяет токсичных веществ, что является важным преимуществом. Благодаря слабой амортизационной способности и относительной мягкости, легкости отмечается расширение области применения такого вида покрытия в разных сферах: на стадионах, детских площадках, на пешеходных зонах, в парках, на набережных и т. д.
Напольное покрытие, произведенное на основе измельченной резины
Материал называют однокомпонентным, но это не так. В состав входят и другие вещества. Если не применять их, останется одна лишь резиновая крошка. Нужен клей, чтобы она превратилась в эффективное и практичное покрытие.
Резиновая крошка
Плитка характеризуется разными размерами, но есть наиболее популярные: 500х500 мм и 1000х1000 мм толщиной 10-45 мм. Структурно материал состоит из крошки, но может использоваться сырье с разным размером фракций, за счет чего обеспечивается эстетика изделия. Также применяется технология последовательного литья/прессования, когда сначала уплотняется слой сырья одного типа (размер фракции составляет 2-5 мм), на последнем этапе – крошка с другими свойствами – не более 2 мм.
Она отличается цветом и формой, а срок службы значительный. Нижний слой тоже важен, его основная функция – демпфирование, а потому для изготовления используется крупнодисперсная крошка. Она не должна включать в себя остатки корда (в основе производства – переработанная шина), металлического или текстильного.
Резиновая крошка
Полиуретановый однокомпонентный клей
Резина может размягчаться, но способ ее расплавления и литья готовой продукции не используется, т. к. не является достаточно эффективным. Вместо него, применяется вариант добавления синтетического клеящего состава. Он производится на полиуретановой основе, используется для скрепления фракций сырья при производстве плитки из резиновой крошки. Рекомендации по применению клея:
- на 1 кг сырья берут не менее 250 г связующего вещества;
- чем острее крошка, тем больше требуется клея;
- покрытие высыхает в течение 15-20 часов, после этого можно пользоваться им.
Пигментный краситель
Существуют разнообразные виды пигмента, отличаются они оттенком, но структура единая – это неорганические железоокисные красители. Причем можно использовать как универсальные, так и специальные его варианты. Краситель добавляется на начальном этапе производства, когда есть возможность тщательно перемешать компоненты, равномерно распределить окрашивающий компонент по всей толщине будущего изделия.
Пигменты для резиновых покрытий
Технология укладки покрытия из резиновой крошки
Укладка бесшовного покрытия из резиновой крошки может производиться как в один слой, так и в несколько. В первом случае приготовленная смесь выкладывается на подготовленное основание и разравнивается требуемым слоем с помощью прави́ла, полутерка или ракели, смоченной в антиадгезионном составе.
В качестве такого средства можно использовать мыльную воду, уайт-спирит или скипидар. После заглаживания, поверхность смеси требуется прикатать, используя валик для укладки резиновой крошки. В результате этой операции покрытие уплотняется и образуется гладкая текстура.
Не рекомендуется слишком сильно давить на валик, это снизит упругость, водопроницаемость и морозостойкость резинового покрытия.
Для повышения производительности работ применяется укладчик резиновой крошки, который одновременно может являться и миксером для приготовления состава. При движении по направляющим, которые являются маяками, из его бункера на поверхность основания равномерно подается готовая смесь.
В зависимости от конструкции, такое оборудование для укладки резиновой крошки, способно за один проход покрывать захватку шириной 1,5-3 м, при этом соблюдается высокая точность толщины слоя. Выравнивание и укатка производятся автоматически под контролем оператора. Своими руками остается исправлять только мелкие огрехи, которые возможны при укладке резинового покрытия на больших площадях.
При укладке в покрытия два слоя нет необходимости в нижний добавлять пигмент для резиновой крошки, поэтому смесь для него изготавливают без краски. Для увеличения упругости покрытия может применяться резиновая крошка более мелкой фракции (0,5-2,5 мм). Это повышает удельный вес (снижает пористость) и делает нижний слой более жестким.
При устройстве бесшовного резинового покрытия по мягкому основанию рекомендуется проложить между слоями стекловолоконную сетку, предварительно закрепив ее с помощью строительного степлера. Такое армирование значительно усилить прочность резинового покрытия. Эти работы можно проводить только после затвердевания первого слоя.
Второй слой бесшовного покрытия делается более тонким (10-15 мм) и может как включать в себя определенное количество EPDM-гранул, так и полностью состоять из этиленпропиленового каучука. Во втором случае добавление красителя не требуется, так как EPDM-крошка уже имеет окраску, нанесенную при ее производстве.
Технология устройства резинового покрытия позволяет создавать на нем узоры, рисунки и спортивную разметку различных цветов. Для этого по готовой затвердевшей поверхности по трафарету острым ножом вырезают участок с контуром будущего рисунка или разметки.
Края обклеивают малярным скотчем, чтобы предотвратить окрашивание основного покрытия, а вырезанный участок заполняют смесью с другим колером. Благодаря высокой адгезии полиуретанового связующего, такой рисунок будет монолитен с общим покрытием.
Для снижения финансовых затрат при устройстве бесшовного покрытия применяется комбинированный способ нанесения смеси. Основной слой из неокрашенной резиновой крошки наноситься вручную или с помощью механизированного укладчика, а верхнее декоративно-защитное покрытие выполняется из EPDM-гранул очень мелкой фракции (0,5-1,5 мм) и наносится распылением с помощью спрей-установок на базе компрессора слоем в 3 мм.
Так как этиленпропиленовый каучук имеет более высокие эксплуатационные характеристики, то стойкость к истиранию такого покрытия значительно выше, а следовательно увеличивается и его долговечность. К тому же в процессе производства работ не используются пигменты для окрашивания нижнего слоя, а скорость нанесения такого бесшовного покрытия возрастает.
Скорость твердения состава резинового покрытия зависит от температурно-влажностного режима. Разрешено производить работы при влажности воздуха в 60-80 %, и температуре от +5 до +30 °C. Оптимальными условиями полимеризации полиуретанового связующего являются показатели +25 °C и 70 % влажности. Эти же требования относятся не только к воздуху, но и к основанию.
При производстве работ на открытой площадке во время твердения смеси не допускается попадание атмосферной влаги на поверхность покрытия. Частичный набор прочности, после которого разрешается пешеходная нагрузка на покрытие происходит через 12 часов. Полная эксплуатация покрытия допускается через 24-48 часов.
Технология производства резиновой плитки + Видео как делают
В основе идеи лежит формование смеси из резиновой крошки, полиуретанового клея и красящих пигментов, прессование и высушивание полученных изделий. Все, что требуется для производства плитки: небольшое помещение, исходное сырье и набор несложного оборудования.
Процесс состоит из нескольких этапов:
- получение исходной смеси из крошки, связующего клея и красящих добавок в миксере;
- наполнение пресс-форм полученным составом;
- уплотнение методом горячего или холодного прессования;
- высушивание (термообработка) плитки;
- выгрузка готовых изделий из пресс-форм, упаковка.
Форма, размеры и толщина изделий зависят от пресс-форм. Резиновая плитка выпускается в разной размерной линейке, наиболее популярна квадратная 350*350 мм и 500*500 мм. Толщина варьируется от 10 до 40 мм (1–4 см). Поверхностный слой может быть фактурным, с рисунком под «кирпич», «мозаику», «паутинку». Часто для него используется крошка более мелких фракций (до 2 мм): это упрочняет поверхность и делает ее более гладкой.
В производстве резиновой тротуарной плитки обычно применяется однородная крошка с размером фракции 0,2–0,4 мм. Чаще она однослойная, черная по цвету или однотонно окрашенная, дешевле, чем двухслойная, поэтому пользуется спросом для покрытия полов в гальванических цехах и другом производстве с агрессивными средами.
Исходное сырье
Стандартная технология производства резиновой плитки предусматривает в качестве основного компонента использование крошки от автошин. Их дробят путем механического или криогенного способа до кусков размером 10–50 мм. Первый распространен больше в силу дешевизны технологии. Из крупной фракции получают гранулят размерностью 3–10 мм, посторонние включения отделяют на вибрационных ситах и воздушных сепараторах.
Основные компоненты для производства:
- крошка автошинная: 85–87 %;
- клей полиуретановый: 10–12 %;
- красящие пигменты: 3–5 %.
Для производства 1 м2 резиновой плитки необходимо около 25 кг гранулированной крошки, около 2,5 кг связующего вещества (клей) и порядка 0,3–0,5 кг окрашивающих добавок. Несложно подсчитать необходимую потребность в сырье и себестоимость (без учета амортизации оборудования, расходов на электроэнергию, аренду помещения и зарплату работникам).
Стоимость крошки практически одинаковая у всех производителей, цена меняется в зависимости от размера фракции:
- свыше 1 мм от 14 до 18 руб/кг;
- 0–0,6 мм от 20–22 руб/кг;
- крошка каучуковая 50 –80 руб/кг.
Крошка из синтетического каучука (EPDM) превосходит обычную по качеству, окрашивается в любой цвет и часто используется для изготовления верхнего слоя двухслойной плитки.
В России автошинную крошку предлагает около 12 заводов в Москве и Московской области («ЭкоРезина», «Беттер», «ШинУтильПродукт» и другие), в СПб и области порядка 7 предприятий. Практически в каждой российском регионе можно найти 3–5 поставщиков исходного сырья, чтобы открыть производство. Качество гранулята должно соответствовать стандарту ГОСТ 407-89 (Сырье вторичное. Покрышки и камеры шин).








Производственный процесс
Исходные компоненты для резиновой плитки тщательно перемешивается в специальном миксере — от этого зависит качество будущих изделий. Затем они распределяются по пресс-формам и подвергаются уплотнению. Применяется две основные технологии для обеспечения отвердевания: горячая и холодная. Для каждой используется разный состав связующего полимера.
Метод горячего прессования
Он основан на том, что полимеризация и формование плитки осуществляются одновременно. Смесь в металлических формах нагревается до 140 ⁰C в течение 8–10 минут. За это время происходит гомогенизация состава и отвердевание полимеров. Такая технология обеспечивает точную геометрию изделий и равномерную текстуру по всей толщине.
Преимущества:
плитка получается с очень ровными формами, точными углами, легко укладывается. Она обладает хорошими дренажными свойствами (меньше плотность), на поверхности не образуется луж. Метод производительный, цена изделий ниже.
Метод холодного прессования
Этот способ предполагает два этапа: сначала плитка формуется в пластиковых формах, установленных в специальном ложементе. Затем прессуется под давлением порядка 5 т и помещается в сушильный шкаф. Сушка производится под температурой около 55–60 ⁰C в течение 6 часов. В процессе отвердевания происходит полимеризация клея.
Преимущества:
такая резиновая плитка обладает большой плотностью и прочностью, стоит дороже. Необходимо тщательно контролировать равномерность нагрузки при прессовании во избежание неравномерного уплотнения материала.
Помещение
Желательно выбрать склад или производственное помещение в промышленном районе. Объект должен находиться в небольшой отдаленности от крупных городов
Важно учитывать аренду и транспортную развязку
Площадь определяется количеством и размерами оборудования, объемом производства. Для мини-цеха необходимо помещение в 100 кв.м. минимум, по высоте — 3 метра. Нужно выбрать отапливаемое помещение, где есть вода, электричество с напряжением 380 В. Потребуются помещения для готовой продукции и сырья
Важно и наличие склада площадью от 100 кв. м
Необходимы помещения для офиса и работников.





