

Расчет стоимости материалов
Подсчитаем стоимость материалов, необходимых для изготовления 1 м2 стеклопакета:
- Стекло/стоимость 300 руб./м2. Норма затрат – 2 м2. Расход – 600 руб.
- Бутил/стоимость 35 руб./кг. Норма затрат – 0,1 кг/м2. Расход – 3,5 руб.
- Обечайка/стоимость 100 руб./м. Норма затрат – 4 м. Расход – 400 руб.
- Прочие расходы на 1 м2 – 200 руб.
Итого для изготовления 1 м2 стеклопакета потребуется 1203,50 руб.
Подсчитаем стоимость материалов, необходимых для производства металлопластиковой конструкции:
- Металлопрокат/стоимость 600 руб./м. Норма затрат – 1 м/м2. Расход – 600 руб.
- ПВХ профиль/стоимость 1000 руб./м. Норма затрат – 0,5 м/м2. Расход – 500 руб.
- Иные расходные материалы – 2000 руб.
Итого – 3100 руб./м2.
Суммируя затраты по материалам, мы получаем 4303,50 руб., которые потребуются для изготовления 1 м2 продукции. В месяц это составит: 20 готовых окон х 22 смены х 1,68 м2 х 4303,50 = 3 млн 182 тыс. рублей.
Примерные доходы за месяц (учитывая цену готового изделия) составят: 20 готовых изделий х 22 смены х 10 000 руб. = 4 млн 400 тыс. руб.
Бизнес-план оконного бизнеса требует подсчета ежемесячных затрат.
- Аренда помещения для производства и склада – 50 тыс. руб.
- Коммунальные выплаты – 25 тыс. руб.
- Зарплата сотрудникам (10 человек) – 150 тыс. руб.
- Затраты на производственные комплектующие и материалы – 3 млн 182 тыс. руб.
Итого затрат за 1 месяц: 3 млн 407 тыс. руб.
Налог на прибыль (20%) – 198 тыс. 600 руб.
Итого по статье расходов: 3 млн 605 тыс. 600 руб.
Технология производства пластиковых окон
Двери и окна изготавливаются одинаково. Вся технология состоит из следующих этапов производства:
- ПВХ-профиль и его создание. С самого начала изготавливается профиль из такого известного материала как поливинилхлорид. Последовательность действий следующая: полностью заливается в форму расплавленный ПВХ, далее он высыхает, потом шлифуется и в результате разрезается исключительно на необходимые фрагменты и части.
- Армирование. Представляет собой укрепление достаточно хрупкого материала ПВХ, осуществляется это с помощью качественного армирования профилей исключительно специальными металлическими вставками;
- Изготовление рамы. Далее происходит процесс сваривания всех усиленных профилей исключительно в одну раму. После этого идет углубленная процедура тестирования на наличие таких важных и необходимых свойств как прочность и герметичность. Не лишним будет отметить, что все рамы оборудуются специальными уплотнителями.
- Фурнитура. Оформление полностью готовой пластиковой рамы самой качественной оконной фурнитурой: различные петли, запоры, система, предназначенная именно для микропроветривания.
- Процесс остекления. Вставка стеклопакета происходит исключительно после того, как полностью готова сама рама. Отметим, что абсолютно все стекла, по вашему желанию, конечно же, могут быть дополнены самыми разнообразными функциями: удобное энергосбережение, качественный ультрафиолетовый фильтр и еще довольно немалый список.
- Процедура тестирования. По окончании процедуры сборки окна осуществляется тестирование. Далее идет получение сертификата соответствия. И только лишь после всего этого происходит отправка лично в руки к потребителям.
Видео процесса производства:
Пилы для резки профиля ПВХ
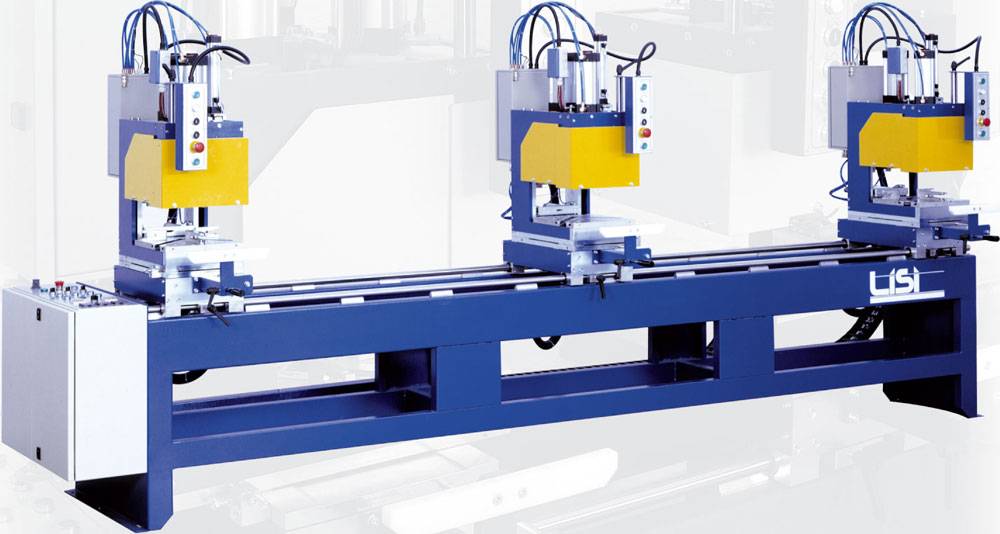
Любое производство начинается с изготовления заготовок. При производстве оконных блоков такой процесс тоже неизбежен, ведь от качества оборудования, в частности, отрезных пил, зависит точность и качество заготовок. Выбирать пилу рекомендуется исходя из производительности цеха и, конечно же, от требований заказчика качества окон.

Рис. 2. Двухголовочная фронтальная пила для изделий ПВХ
Рассмотрим еще некоторые виды отрезных станков.
Станок SK-450
Пила для серийной резки ПВХ с подающим нижним диском. Она применяется в массовом производстве для многочисленной резки заготовок, различных закладок и других соединений.
Станок смонтирован на надежной стальной раме с одной пильной головкой и дисковой пилой Ø 450 мм. Распиловка заготовки производится в автоматическом режиме после фиксации изделия со следующими параметрами:
- Погрешность разреза по всей длине заготовки – 0,1 мм;
- Наименьшая длина отрезаемой заготовки – 5 мм;
- Наибольшая длина неподвижного отрезаемого изделия – 600 мм;
- Наибольшая длина реза при движении заготовки – 1000 мм.
В результате введенной программе обеспечения системы управления, технологический процесс полностью автоматизирован.
Пила Yilmaz DC 421 MS
Это современный универсальный станок рассчитан для резки одной или двумя дисковыми пилами изделий из пластика. Правую головку с пилой можно выставить на любой размер посредством маховика.
Для резки под углом от 45 до 90 градусов пилы настраиваются ручным способом. Диск с размером Ø 450 мм позволяет производить распил двух заготовок одновременно.
Пила Yilmaz DC 421 PB
Данная модель используется для резания заготовок из ПВХ. Параметры, необходимые при изготовлении оконных блоков можно заложить в систему управления, как прямым путем, так и через USB интерфейс.
На двух головках установлены дисковые пилы Ø 420 мм, закрытые защитными кожухами. В памяти программного управления станком сохраняется до 60 тыс. операций по распиловке изделий.
Подача пил осуществляется через гидравлику и пневматику, и она регулируется, что дает возможность плавного перемещения изделия и соответственно, получается чистый пропил.
А также существуют другие станки для резки заготовок из ПВХ, такие как: SDT 275; SC 550 P; ACK 420; CK 411, но их устройство конструктивно одинаковое и различие лишь в некоторых характеристиках.
Технология изготовления
При организации собственного производства, после закупки необходимого оборудования и оснащения цехового пространства, необходимо разработать технологическую карту, сменное задание, нанять персонал и провести его инструктаж.
Технология производства мягких ПВХ-конструкций подразумевает поэтапное выполнение следующего несложного алгоритма:
- Плёнка в рулоне устанавливается на барабан, а её края аккуратно заправляются в стальные вращающиеся валы для размотки.
- По мере размотки, материал попадает на стол для раскроя, где производится его разрезка по шаблону, согласно программе, заданной в модуле ЧПУ, либо вручную, по заранее нанесённой разметке.
- После раскроя, материал отправляется на сварочный пост, где производится соединение заготовки в готовое изделие нужного габарита.
- На аналогичном станке, у плёнки отгибаются края с их последующим наплавлением для создания окантовки по периметру изделия.
- После того, как изготовление материала завершено, ПВХ-окно подвергается пробивке с последующим устройством люверсов из стальных обжимных колец по всему периметру окантовки с равным расстоянием между отверстиями.
- На данном этапе, производство мягкого окна завершается, материал складывается в удобную для транспортировки пачку, приводится в товарный вид – на него нашивается этикетка.
- Упаковка комплектуется скобами, ремешками и другими элементами, необходимыми для установки окна на объекте.
По завершении этого простого технологического процесса, в продажу поставляется готовый набор для монтажа мягких ПВХ-окон. На этикетке указываются все характеристики товара, а также его габарит. Производитель также обязан поместить в каждую упаковку инструкцию по сборке, монтажу, правильной эксплуатации и уходу за материалом.










Сборка оконных конструкций
Столы для установки импоста, установки резинового уплотнения и установки фурнитуры лучше покрыть специальным пластиковым профилем для того, чтобы оконные конструкции не царапались и хорошо скользили. К столам должны быть подведены линии по подаче сжатого воздуха и электроэнергии, а также оборудованы специальными разъемами для подключения пневмоинструментов и розетками для подключения электроинструментов. Лучше всего приобрести пневмоинструменты (экономично, удобно в работе, безопасно), а также инструменты на аккумуляторных батареях.
Должны на столах быть предусмотрены держатели инструментов и полки для шаблонов, вспомогательных инструментов и комплектующих. Стол для установки фурнитуры лучше изготовить наклонным. Необходимо предусмотреть возможность крепления к столу для установки фурнитуры или к тележке для фурнитуры пневмоножниц. Между столами или сбоку столов должны быть установлены стеллажи для оконных конструкций.
Технология производства пластиковых окон
Пластиковые окна делаются из поливинилхлорида, признанного наиболее который признан наиболее подходящим для этой цели. Производственная технология изготовления пластикового окна у всех производителей примерно одинакова, но особенности могут немного отличатся. Однако процесс изготовления пластиковых окон имеет один алгоритм.
 Материал, из которого делают пластиковые окна, делается из каменной соли и природного газа. Потом он гранулируется, обрабатывается и смешивается с необходимыми добавками. Расплавленный поливинилхлорид заливается в форму, высыхает и шлифуется. Так изготавливается оконный профиль.
Материал, из которого делают пластиковые окна, делается из каменной соли и природного газа. Потом он гранулируется, обрабатывается и смешивается с необходимыми добавками. Расплавленный поливинилхлорид заливается в форму, высыхает и шлифуется. Так изготавливается оконный профиль.
Металлический профиль армирования режется перпендикулярно, в соответствии с техническим заданием. Необходимая длина заготовки рассчитывается посредством специализированного программного обеспечения.
На следующем этапе режутся заготовки ПВХ профиля. Профили импостов и дополнительных профилей режутся под прямым углом, профили рам и створок – под 45? с обеих сторон заготовки. Затем заготовки профиля и арматуру разрезают на необходимую длину, фрезеруют дренажные отверстия, пазы и отверстия под фурнитуру.
Заготовки импоста обрабатываются на специальном станке с обеих сторон фасонной фрезой, очертание фрезерования должно соответствовать конфигурации рамы. Для фиксации импоста в раме, внутрь импоста монтируются механические соединители.
Фасонная фреза, которой обрабатывается импост, входит в технологическое оснащение, которое предоставляет поставщик профиля. Так как в процессе сварки длина профиля становится короче, размер заготовки должен превышать «рабочую» величину оконной конструкции.
Качество нарезанных заготовок определят качество сварки. Потом отрезки профиля свариваются, и в окно монтируется запорная регулируемая фурнитура, и его остекляют. Затем конструкцию ставят я на специальный стенд, где осуществляется проверка на наличие брака и дефектов.
Желательно, чтобы при хранении пвх профиля, он не подвергался воздействию ультрафиолетового излучения и отопительных приборов. Если он содержится в холодное время года в помещении, которое не отапливается, перед тем, как начинать обработку его следует прогреть до температуры не менее 17 ?.
Как это сделать? Достаточно занести его в отапливаемое помещение примерно за 24 часа до того, как начнется обработка. Соответственно и температура в цехе должна быть выше 17?, в противном случае при резке и зачистке профиля могут появиться сколы.
Все производственное оборудование должно проходить плановое техническое обслуживание.
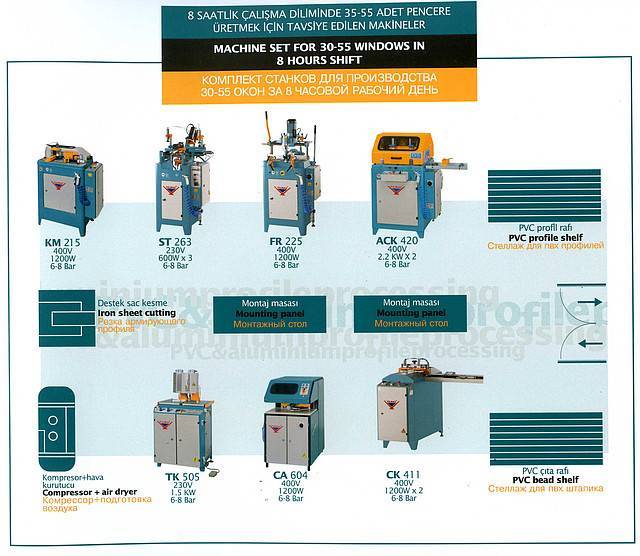
Модели оборудования, применяемые для изготовления пластиковых пвх окон
 Одним из самых популярных производителей оснащения для выпуска окон — фирма «Yilmaz». Эта турецкая марка предлагает наиболее полный ассортимент станков для обработки профилей. Перечень выпускаемого оборудования настолько широк, что позволяет организовать как маленькое производственное помещения для изготовления нестандартных пластиковых окон, так и оснастить современное масштабное предприятие.
Одним из самых популярных производителей оснащения для выпуска окон — фирма «Yilmaz». Эта турецкая марка предлагает наиболее полный ассортимент станков для обработки профилей. Перечень выпускаемого оборудования настолько широк, что позволяет организовать как маленькое производственное помещения для изготовления нестандартных пластиковых окон, так и оснастить современное масштабное предприятие.
Например, модель «ACK-420″ — Пила для резки с нижней подачей диска. Она имеет пневматические прижимы, которые настраиваются. Они служат для точной фиксации профиля. Крупный диаметр пильного диска и упоры, которые можно передвигать, позволяют резать профиль больших размеров.
Оборудование “MURAT” турецкого производства не менее популярно на потребительском рынке. Оно отличается надежностью и легкостью в эксплуатации. Перечень производимого компанией оснащения довольно широк, что позволяет подобрать оптимальный набор станков для любого предприятия, выпускающего различные виды профилей.
Модель TA-141 — автоматическая пила с нижней подачей диска от данного производителя предназначена для резки ПВХ профилей и профилей из алюминия. Автомат имеет поворотную основу, позволяющую менять угол раскроя в широком диапазоне. Специальный регулятор подачи пильного диска позволяет минимизировать нагрузку на электрический двигатель.
Актуальность производства
Предприятия, занимающиеся изготовлением пластиковых окон, обладают большим спросом у частных лиц и компаний, занимающихся строительством. Потребители желают получить качественный товар, при этом хотят получить его по низкой стоимости. Пластиковые окна заказывают компании, занимающиеся монтажом металлопластиковых окон.
Профильные окна отличаются своей простотой, одновременно они долговечны, обладают отличными теплоизоляционными и звукоизоляционными свойствами. По этим причинам большинство людей с большим удовольствием производят замену старых окон на профильные. Поскольку строительство зданий в нынешнее время ведется очень активно, то и производство окон будет постоянно актуально.
По ассортименту окна разделяются всего лишь на белые и ламинированные, при этом созданы они по одному и тому же принципу. А вот модели окон могут быть одностворчатыми, двухстворчатыми, трехстворчатыми или даже четырехстворчатыми.
 Четырехстворчатое окно пвх
Четырехстворчатое окно пвх
Но и в этом случае окна изготавливаются на одном и том же оборудовании.
Каждое окно изготавливается под заказ и по индивидуальным размерам. Если же заказывается большая партия окон для строительства многоэтажных зданий, в этом случае все окна изготавливают по единому шаблонному размеру. Кроме этого, идет шаблонное моделирование окон.
Углозачистные станки
Полуавтоматы для зачистки углов относительно недорогие, но для них нужны фрезы с определенным профилем. Если станки для обработки углов используются автоматические, с применением ЧПУ (числового программного управления), то на них можно изготавливать до 200 изделий за смену.

Рис. 6. Углозачистной станок для ПВХ










Станок Yilmaz СА 601
Такие устройства используются для зачистки поверхностей после сварки и внешнего угла профиля. У него есть приспособление для центрирования угла и система полной остановки оборудования после окончания работы. Имеет гарантию 3 месяца.
Агрегат для зачистки профиля с каждой стороны N09
Аппарат имеет возможность:
- обработки сварочных швов с двух сторон профиля;
- регулировки выступа двухстороннего ножа;
- пневмозажима заготовки;
- управление посредством ножной педали.
На станке допускается установка фрезы Ø230 мм, и ею можно быстро и качественно защищать швы после сварки. После приобретения этого агрегата повысится производительность вашего труда с наименьшими затратами.
Все станки для зачистки профиля имеют примерно одинаковые характеристики:
Изготовитель – Nikmak (Турция);
Мощность трехфазного двигателя – 1.6 кВт;
Давление воздуха в системе – 6 атм;
Расход воздуха – 30 л/цикл;
Размеры станка – 550×950×1200;
Вес 135 кг;
Скорость вращения головки – 2800 об/мин.
Стамеска для зачистки Nisan 01
Стамеску для зачистки сварочных швов подобного типа используют при обработке нестандартных стеклопакетов в тех случаях, когда изделие нельзя поместить в станок. Рекомендуется обрабатывать сразу же после сваривания стыка, чтобы использовать минимальное усилие.
Кроме перечисленных станков, для зачистки профиля можно приобрести аналогичное оборудование: Nikmak OKAC-01, Yilmaz KM 213, Nikmak OKAS-01.

Рис. 7. Стамеска для зачистки швов на окнах из ПВХ
Рекомендации
Контроль производства возлагается на руководителя, при этом следить за соответствием стандартов должен технолог. В его задачу входит распределение задач между работниками и контроль над самим процессом.
В обязанности инженера входит контроль оборудования и проведением ремонтных работ в случае поломки. Готовая продукция уходит к кладовщику, который обеспечивает ее хранение.
Производство металлопластиковых окон – весьма прибыльное дело, которое может принести немалые доходы. Однако, чтобы прибыль была максимальной – в первую очередь требуется приобрести качественное оборудование, которое прослужит верой и правдой долгие годы.
Подбирая пресс для финишной обработки, следует обратить внимание на крепежи самого агрегата. Прежде чем приобрести данное оборудование обращайте внимание на все комплектующие
Прежде чем приобрести данное оборудование обращайте внимание на все комплектующие
Часто производители дешевого оборудования экономят на болтах, аппарат легко выходит из строя, наносит дефекты на наружный слой пластиковых деталей. Заменить крепежи бывает трудно, за время работы они плотно садятся на панели агрегата.










А станок для изгибания пластиковых деталей и вовсе напоминает билет лотереи, большинство изготовителей аппаратов пренебрегают прочностью движущейся оснастки.
Профиль гнется под высоким давлением, стойкость материала существенно падает. Подбирая оборудование для собственного цеха необходимо внимательно изучать наборку аппарата и репутацию изготовителя.
Наполнение мини-цеха следует производить под руководством опытного специалиста, он поможет разметить участки и подобрать дополнительные детали.
Нужна ли сертификация?
Согласно действующему законодательству, обязательная сертификация мягких ПВХ-окон не требуется, так как данный товар не относится к изделиям, эксплуатация которых сопряжена с повышенной опасностью. В то же время, многие предприятия, самостоятельно подвергают свою продукцию испытаниям с последующим получением государственных сертификатов, что является маркетинговой составляющей и частью рекламной компании.
В общем случае, для мягких ПВХ-окон можно получить следующие виды официальной документации установленного образца, подтверждающей качество:
- Сертификат соответствия ТУ, разработанных производителем. В технических условиях подробно описываются типы применяемых материалов, а также технология производства.
После работы экспертного органа, руководство получает на руки сертификат, удостоверяющий, что всё производство проводится в строгом соответствии с данными ТУ и технологической картой, а материалы полностью отвечают заявленным техническим характеристикам.
- Экологический сертификат, который подтверждает, что разработанный и изготовленный товар не приносит вреда потребителям, не вызывает аллергии, а, при нагревании, его компоненты не выделяют токсины.
- Пожарный сертификат. Известно, что все пластиковые конструкции хорошо горят. В то же время, инновационные материалы часто относятся к группе горючести Г1. Это означает, что изделие является слабогорючим материалом и затухает при отсутствии источника огня.
Кроме того, наличие официальных сертификатов позволяет производителю получить различные специальные заказы от государства, что значительно повышает доверие потребителей к продукции.
Автоматические зачистные станки
Они удаляют наплав на наружных поверхностях и оберегают лицевой угол заготовки. Вместе с ними в комплект входит система автоматического включения производственного цикла в процессе установки заготовки.
Данное оборудование позволяет автоматически выбирать подходящую фрезу для створки или рамы. Если предполагается работать исключительно с одним профилем, можно делать это посредством станка на две фрезы. Его стоимость ниже, но он имеет незначительные перспективы, потому что на работе с единственным профилем почти никто не останавливается.
Он разительно отличается от других автоматов тем, что способен обрабатывать десятки профилей без специального оснащения, зачищает криволинейные наружные отрезки и фрезерует паз для монтирования уплотнителя.
Автоматы для фрезерования торца импоста
Они могут быть как механическими, так и автоматическими, а также иметь одну или две фрезы. Принцип выбора такого оборудования не отличается от выбора зачистных станков.
Станки для резки укрепляющих стекла реек
Штапик – это единственный компонент окна, при производстве которого не задаются размеры, потому что при нарезке других оконных деталей, их заготовки после сварки могут незначительно отклоняться от размеров, которые были заданы.
Это не будет существенным образом влиять на их эксплуатацию, в отличие от одинаковых реек, сделанных в соответствии с величиной, заданной по проекту и служащих для укрепления стекол в каркасе окна. В последнем случае при их монтаже вверху появляется чрезмерное напряжение, а внизу – щель.
Поэтому станки позволяют резать каждый конкретный штапик по существующим, а не заданным замерам. Это достигается тем, что оборудование оснащается специальным съемным измерительным элементом.
Качество работы стандартных станков и оборудования с ЧПУ практически не отличается.
Фрезерные станки для водосливных отверстий
Станок с двумя фрезами дает возможность сделать отверстия для слива воды на внешней поверхности рамы. Если у прибора три фрезы, его возможности увеличиваются. Он позволяет сделать отверстия не только на лицевой поверхности, но и на нижней внутренней стороне.
Его лучше всего использовать при производстве специального подставочного профиля, подоконник к которому прилегает изнутри, а снаружи присоединяется металлический слив. Копировально-фрезерный станок Он используется для проделывания специальных пазов и отверстий, например, под личинку замка.
Функционирует по принципу регулирования передвижением задействованной фрезы посредством шаблона из стали с предварительно проделанными отверстиями необходимой формы. Бывают аналогичные станки с дополнительными функциями, например, высверливание отверстий под ручку окна или фрезерование каналов, которые отводят воду.
Есть автоматические станки, которые выполняют почти все эти функции одновременно. Такое оборудование существенно упрощает и ускоряет обработку.
Станок тройного сверления отверстий под оконную ручку
- эффективнее функционируют в повторно-кратковременном режиме;
- легче адаптируются к температурным изменениям;
- легко ремонтируются;
- имеют длительный срок эксплуатации;
- стоят сравнительно недорого.
Перед приобретением компрессора необходимо рассчитать совокупный объем потребления кислорода всей производственной линией и выяснить рабочее давление. Производительность системы должна быть на четверть выше общего объема потребляемого воздуха, причем ресивер нужно выбирать с таким расчетом, чтобы не вызвать резких колебаний давления.
Использование понижающего редуктора на выходе из ресивера даст возможность получить в системе постоянное давление.
Стенд остекления
Какое дополнительное оборудование может понадобиться для производства пластиковых окон?
- ручной инструментарий;
- рабочие столы для монтажа
- мебель для складирования и тележки для перемещения по цеху сырья и продукции;
- стенд для стеклопакетов.
Автоматическая линия по производству пластиковых окон — это современное оборудование, которое дает возможность на автомате сваривать и зачищать сварные швы пластиковых окон. Оно позволяет предприятию обеспечить высокую производительность и имеет целый ряд преимуществ:
- высокое качество зачистки оконных углов;
- высокотехнологичное производство;
- короткое время изготовления;
- возможность спланировать изготовление пластиковых окон
- обслуживание линии одним специалистом;
- высокое качество готовой продукции.
Технология производства окон ПВХ
Производственный процесс изготовления пластиковых окон включает такие этапы:
1. Резка профиля
На этом этапе выполняется резка металлического профиля и хлыстов ПВХ
От уровня исполнения этой операции во многом зависит качество готовой продукции, поэтому следует уделять пристальное внимание соблюдению плоскости реза и расположению хлыстов профиля. Нарезка заготовок осуществляется в соответствии с бланком заказа и с учетом запаса на сварку (5-6 мм). — резка пластикового профиля
Рамный и створочный профиль нарезаются на пиле под углом 45°. Эркеры, подставочные профиля, импорт нарезаются под углом 90° с учетом запасов с каждой стороны (2,5-6 мм). — резка армирующего профиля производится на специальной пиле под углом 90°.









2. Фрезерование дренажных каналов
Для компенсации ветрового давления и отвода лишней влаги делаются дренажные отверстия в створке, импосте и раме. Расположение этих отверстий должно соответствовать рекомендациям снабженца профиля.
Отверстия должны иметь продолговатую форму и делаться с помощью специального инструмента или на дренажном станке.
3. Фиксация металлического профиля в пластиковом
В специальную камеру заготовки пластикового профиля помещаем металлический профиль и закрепляем его с помощью саморезов. Эту операцию можно осуществить с помощью ручного винтоверта или на автоматическом шуруповерте.
4. Фрезерование отверстий под замок основного запора и под ручку
Для установки элементов фурнитуры необходимо предварительно сделать соответствующие отверстия. Эта операция осуществляется на копировально-фрезерном станке.
5. Фрезерование торцов импоста
Для установки импоста в раму или створку необходимо соответствующим образом обработать края заготовки. Это действие выполняется на торцефрезерном станке. Далее импост прикрепляется к створке или раме с помощью механических соединителей.
6. Сварка окон ПВХ.
Во время сварки необходимо соблюдать такие условия:
- температура сварного ножа должна быть 230-250°;
- тщательно обработать поверхность ножа;
- время разогрева шва – от 25 до 40 сек.;
- время сварки шва – от 25 до 40 сек.
Перед тем как поместить заготовки на сварочный станок необходимо убедиться в их чистоте, так как пыль, стружка металла или ПВХ ухудшают качество сварки. После окончания этой операции осуществляют визуальный контроль качества сварочного шва.
7. Зачистка углов металлопластиковых изделий – удаление наплава сварного шва
Эта операция может выполняться вручную или на специальном станке. Автоматический станок срезает наплав с лицевой поверхности профиля специальными ножами, далее фреза очищает торцевую поверхность профиля.
Под каждый вид профиля подбирается специальная фреза!
8. Установка уплотнительной резины
Погружение уплотнительной резины в паз нужно начинать с середины верхней перекладины. Резина вручную помещается в паз так, чтобы не было ее растяжения. Стыковать уплотнитель нужно, используя специальный клей.
9. Операции по сборке оконной конструкции включают установку импостов и фурнитуры
После установки фурнитуры, необходимо поместить створку на раму и ввести фальцевые вкладыши, прокладки под стеклопакет.
10. Нарезка штапиков
Штапик – контур, который нужен для крепления стеклопакета в створке или раме. Действия по резке штапиков осуществляются на специальной пиле, иногда на маятниковой пиле.
В завершение производственного процесса, нужно поставить стеклопакет в створку или раму, а в специальные пазы забить штапики. Эта операция может осуществляться на стенде остекления. После этого окно готово к монтажу.
На крупнейших заводах России имеется автоматизированная линия по производству окон ПВХ, на которой осуществляется полный цикл производства. Например, на заводе компании Kaleva есть не только сборочный цех и комплекс производственного оборудования, но и экструзионная линия.
Реализация проекта
Анализ рынка
Если проанализировать рынок металлопластиковых окон, можно заметить, что в этом строительном секторе огромная конкуренция по части монтажа – в столице занимаются установкой больше 3000 фирм, каждая из которых имеет свои выгодные предложения и какие-то преимущества. Зато изготовлением занимаются всего несколько десятков компаний. Благодаря этому знанию мы и будем пытаться добиться успешных результатов в этой сфере бизнеса. Чтобы процветать, нам придется уменьшить себестоимость изделий до рыночного минимума и привлечь постоянных покупателей, желательно оптовиков в лице строительных подрядчиков и компаний занимающихся установкой окон. Затем останется просто получать стабильную прибыль, занимаясь постепенным расширением бизнеса. Главное начать бизнес и не отпускать, а дальше все сложится.
Поиск помещения
Первоочередной задачей для начинающего предпринимателя является поиск производственного помещения для цеха, в котором будет налажен бизнес. Необходимо найти просторное помещение, в котором разместятся станки для нарезки профиля, столы для сборки готовых изделий, участок для хранения готовой продукции. Для небольшого мини производства вполне будет достаточно небольшого цеха общей площадью в 60 квадратных метров. Такое помещение не сложно найти в промзоне или на городских окраинах, где раньше уже было какое-нибудь аналогичное производство (мебельный цех, например). У мини-цеха есть небольшое преимущество перед другими видами производств: месторасположение цеха никаким образом не влияет на количество потенциальных клиентов. Первая выгода, которую мы имеем из этого — не обязательно делать ремонт, вторая — за счет удаленности от центра более низкая арендная плата.
К помещению предъявляется ряд требований: должен быть организован удобный въезд для грузового автомобиля, который будет перевозить готовую продукцию из цеха реализаторам или к заказчикам на объект. Также необходимо рассчитать необходимую мощность электроэнергии и проверить состояние проводки — так как одновременно будут работать несколько станков, проводка должна выдержать. Подумайте — заранее скорее всего стоит пройти инспектирование пожарных служб — чтобы в случае чего потом не закрыли производство до устранения неполадок. Потом проводим уборку помещения и можем приступать к дальнейшей работе. За небольшое помещение на окраине под цех можно договориться с арендатором о минимальной сумме арендной платы — около 15000 рублей.
Поиска персонала для производства
Так как каждый, начинающий новый бизнес проект бизнесмен хочет быстрее окупиться и начать получать больше прибыли, для начала мы запланируем найм на работу двух мастеров, которые будут работать одновременно, но на двух разных производственных участках. Первый мастер будет заниматься изготовлением профилей, второй — сборкой рамы. Можно обратиться с вакансиями в службу занятости — туда обращаются потерявшие работу специалисты, которые будут согласны на небольшую зарплату. В условиях безработицы и сокращения производств можно озвучить минимальную зарплату в 15 000 рублей, мы наверняка найдем желающих специалистов. Работник цеха за зарплату должен будет производить окна ПВХ из готового материала, транспортировать их на участок складирования готовой продукции, помогать грузчикам грузить окна в автомобиль.









При найме сотрудников нужно смотреть внимательно — для начинающего производства качество продукции очень важно: от него зависит насколько будет доволен потребитель и как быстро он будет рекомендовать фирму своим друзьям. Обязательно при найме работника узнавайте про наличие опыта работы в этой именно сфере
Нарезать комплект профиля сможет в принципе любой токарь, но не каждый сможет правильно вставить готовый стеклопакет в каркас, установить штапик. Можно устроить собеседование сотруднику и задать вопрос о каком-то нюансе сборки, узнать у него какова технология сборки, можно попросить рекомендацию с предыдущего места работы, можно нанять сотрудника на 3-хдневную стажировку и посмотреть его навыки, попросить нарезать комплект профилей или нанять его на испытательный срок.
Площадка под производство ПВХ окон
Идеальный вариант – строительство помещения под конкретное производство. Но чаще всего используется уже имеющееся в собственности или арендуемое помещение.
В зависимости от состава и производительности оборудования площадь под производство может составлять от 200-300 м2 до нескольких тысяч квадратных метров. Точная цифра зависит от конкретной планировки, но очень предварительно можно сказать, что понадобится площадь, равная количеству производимых за смену окон, умноженному на10 м2. То есть, если вы планируете за смену выпускать 100 окон, вам понадобится производственная площадь в 1000 м2.
Пол в помещении должен быть твердым и ровным, небольшие перепады нивелируются регулировками опор станков. Желательно чтобы пол был покрыт обеспылевающим составом. Пыль на ПВХ заготовках может уменьшать прочность сварного шва на окнах.
Температура в производственном помещении должна быть не ниже 18°С, это необходимое требование для работы с ПВХ профилем. Склад профиля может находиться в неотапливаемом помещении, но перед работой профиль должен отлежаться, чтобы нагреться до температуры помещения.
Пол должен выдерживать нагрузку в 1-2 тонны на квадратный метр. Самый тяжелый станок или модуль станка весит не более 4-х тонн. Некоторые производства размещаются на вторых этажах производственных зданий.





