

Анализ рынка и ценовая политика
Это очень важный этап для оценки рентабельности будущего предприятия. Тут необходимо учесть:
- Количество фирм, с которыми вам предстоит конкурировать, их достоинства и недостатки. Лучше всего даже позвонить в каждую компанию, представившись покупателем, узнать подробно об услугах и их стоимости. Можно познакомиться с отзывами реальных заказчиков, это поможет учесть все вероятные ошибки и предотвратить их при ведении собственного бизнеса.
- Пластиковые окна отличаются долговечностью. Срок их службы измеряется десятилетиями. Если работа планируется в районе, застроенном новостройками, то вряд ли ваш бизнес принесет большую прибыль. Просчитайте востребованность в новых оконных системах.
- Ценовая политика, безусловно, один из инструментов привлечения клиентов. Чем ниже цена, тем больше спрос, но и прибыль также снижается. Минимальный доход должен составлять порядка 20%. Поэтому наиболее оптимальный вариант – выбирать средний диапазон цен для вашего стартапа.
- Не менее важным аспектом служит качество продукции – здесь нельзя идти на компромиссы. Старайтесь поддерживать репутацию вашей фирмы, это поможет, если вы рассчитываете создать долгосрочный источник дохода.
На современном рынке услуг уже достаточно много предпринимателей занимаются подобным бизнесом, поэтому в больших городах рынок перенасыщен предложениями. Продумайте, действительно ли вы сможете предложить потребителю что-то новое и более выгодное? Если да, то смело начинайте реализовывать свой план.
Технология производства окон ПВХ
Производственный процесс изготовления пластиковых окон включает такие этапы:
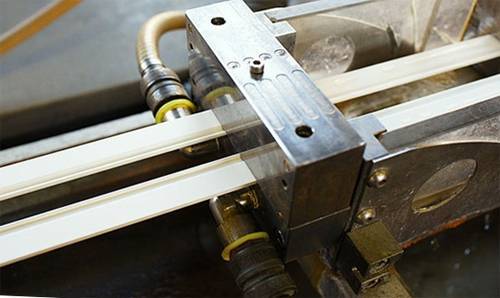
1. Резка профиля
На этом этапе выполняется резка металлического профиля и хлыстов ПВХ
От уровня исполнения этой операции во многом зависит качество готовой продукции, поэтому следует уделять пристальное внимание соблюдению плоскости реза и расположению хлыстов профиля. Нарезка заготовок осуществляется в соответствии с бланком заказа и с учетом запаса на сварку (5-6 мм). — резка пластикового профиля
Рамный и створочный профиль нарезаются на пиле под углом 45°. Эркеры, подставочные профиля, импорт нарезаются под углом 90° с учетом запасов с каждой стороны (2,5-6 мм). — резка армирующего профиля производится на специальной пиле под углом 90°.
2. Фрезерование дренажных каналов

Для компенсации ветрового давления и отвода лишней влаги делаются дренажные отверстия в створке, импосте и раме. Расположение этих отверстий должно соответствовать рекомендациям снабженца профиля.
Отверстия должны иметь продолговатую форму и делаться с помощью специального инструмента или на дренажном станке.
3. Фиксация металлического профиля в пластиковом
В специальную камеру заготовки пластикового профиля помещаем металлический профиль и закрепляем его с помощью саморезов. Эту операцию можно осуществить с помощью ручного винтоверта или на автоматическом шуруповерте.
4. Фрезерование отверстий под замок основного запора и под ручку

Для установки элементов фурнитуры необходимо предварительно сделать соответствующие отверстия. Эта операция осуществляется на копировально-фрезерном станке.
5. Фрезерование торцов импоста

Для установки импоста в раму или створку необходимо соответствующим образом обработать края заготовки. Это действие выполняется на торцефрезерном станке. Далее импост прикрепляется к створке или раме с помощью механических соединителей.
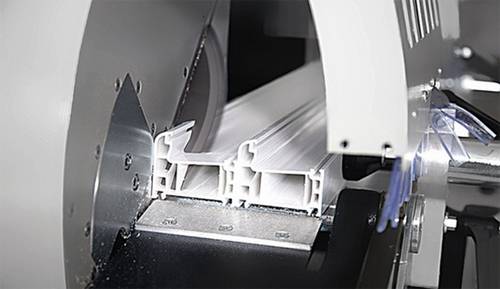
6. Сварка окон ПВХ.
Во время сварки необходимо соблюдать такие условия:
- температура сварного ножа должна быть 230-250°;
- тщательно обработать поверхность ножа;
- время разогрева шва – от 25 до 40 сек.;
- время сварки шва – от 25 до 40 сек.
Перед тем как поместить заготовки на сварочный станок необходимо убедиться в их чистоте, так как пыль, стружка металла или ПВХ ухудшают качество сварки. После окончания этой операции осуществляют визуальный контроль качества сварочного шва.
7. Зачистка углов металлопластиковых изделий – удаление наплава сварного шва
Эта операция может выполняться вручную или на специальном станке. Автоматический станок срезает наплав с лицевой поверхности профиля специальными ножами, далее фреза очищает торцевую поверхность профиля.
Под каждый вид профиля подбирается специальная фреза!
8. Установка уплотнительной резины

Погружение уплотнительной резины в паз нужно начинать с середины верхней перекладины. Резина вручную помещается в паз так, чтобы не было ее растяжения. Стыковать уплотнитель нужно, используя специальный клей.
9. Операции по сборке оконной конструкции включают установку импостов и фурнитуры
После установки фурнитуры, необходимо поместить створку на раму и ввести фальцевые вкладыши, прокладки под стеклопакет.
10. Нарезка штапиков
Штапик – контур, который нужен для крепления стеклопакета в створке или раме. Действия по резке штапиков осуществляются на специальной пиле, иногда на маятниковой пиле.







В завершение производственного процесса, нужно поставить стеклопакет в створку или раму, а в специальные пазы забить штапики. Эта операция может осуществляться на стенде остекления. После этого окно готово к монтажу.

На крупнейших заводах России имеется автоматизированная линия по производству окон ПВХ, на которой осуществляется полный цикл производства. Например, на заводе компании Kaleva есть не только сборочный цех и комплекс производственного оборудования, но и экструзионная линия.
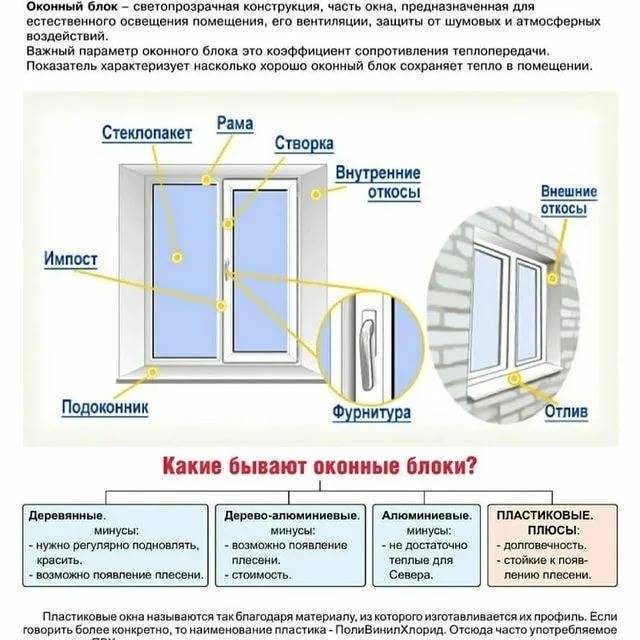
Характеристика пластиковых окон
Наиболее популярные по продажам окна из пластика, затем идут алюминиевые конструкции, а затем деревянные окна.
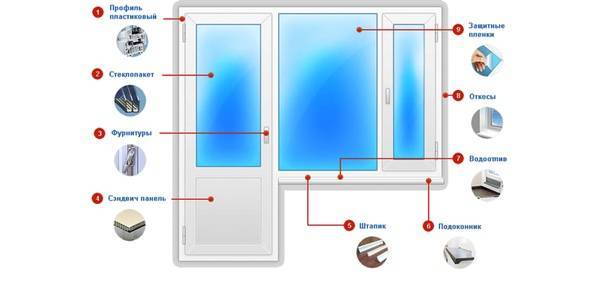
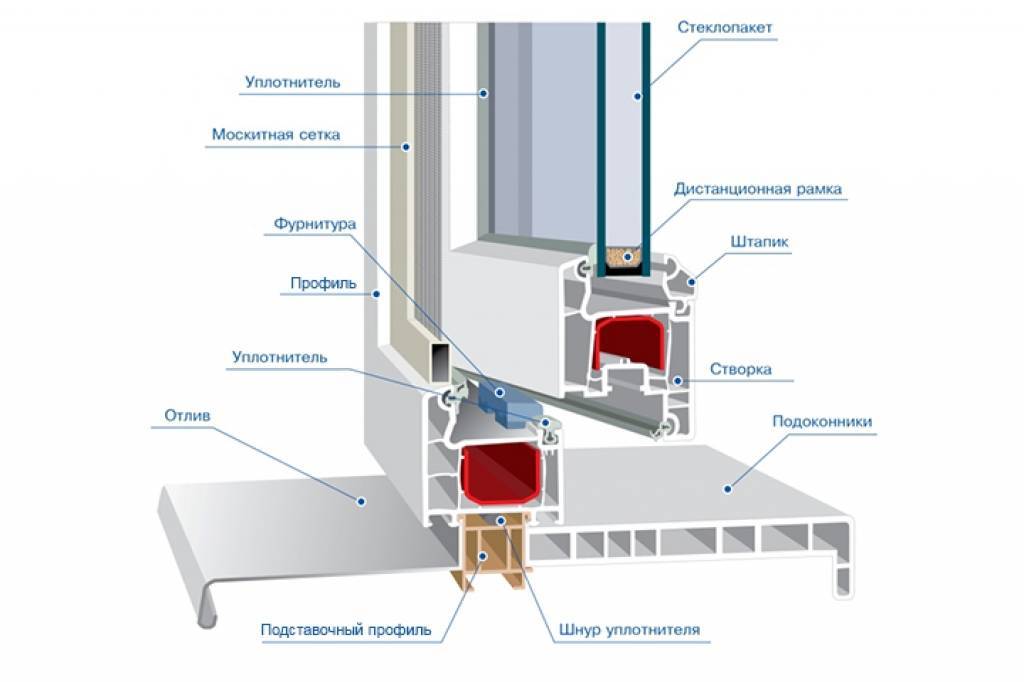
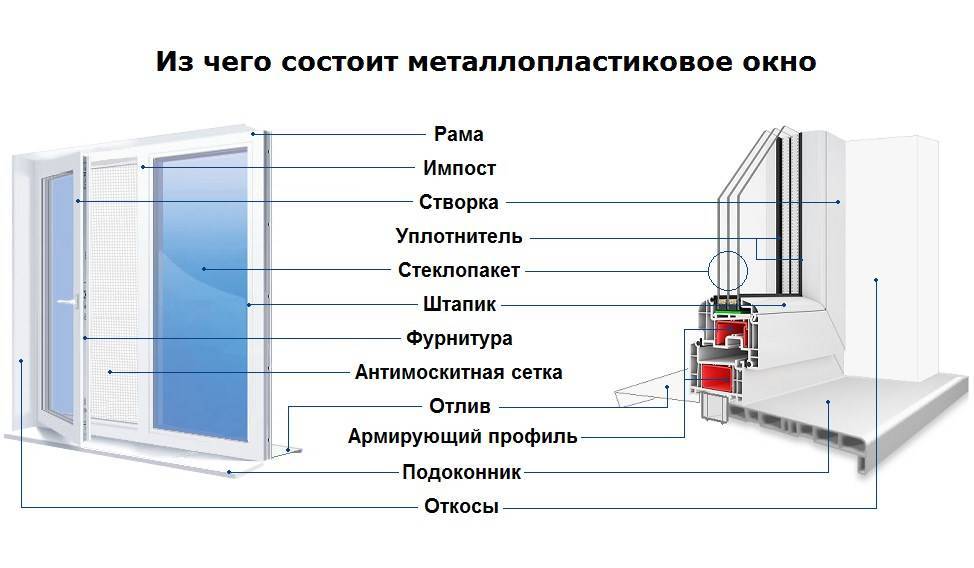
Пластиковое окно состоит из стеклопакета, фурнитуры и профиля. Профили отличаются цветом, формой, количеством камер. От этих параметров зависит цена.
Наиболее распространены откидные окна, открывающиеся не в горизонтальную плоскость, а в вертикальную. Они лучше подойдут для квартир на высоких и средних этажах. Откидные окна при сильном ветре не дают раскачивать створку, более безопасны для маленьких детей.
Традиционные окна открываются внутрь помещения. Окна, открывающиеся как наружу, так и внутрь — очень удобный вариант, обычно снабжены функцией фиксации для защиты окна от резких порывов ветра. Есть и другие виды: гармошка, купе и пр.

Соотношение типов оконных изделий
Замер пластиковых окон
Процесс изготовления всегда начинается с замера, причем эту процедуру нельзя обособить ото всех остальных этапов. Ее рекомендуется доверить профессионалу, поскольку только специалисту известны все нюансы этого процесса. Когда заказчики решают самостоятельно определить габариты окон, они допускают стандартные ошибки, вследствие которых размеры окон и проемов не совпадают в большую или меньшую стороны. Оба варианта плохи, поскольку они провоцируют:
- необходимость выполнения дополнительных работ по адаптации проемов перед установкой окон с неправильными размерами;
- разгерметизацию конструкций по периметру монтажного шва;
- деформацию створок и рам;
- разгерметизацию стеклопакета.
В ряде случаев при неправильно определенных размерах приходится заказывать новые окна. Если размеры предоставил клиент, все работы выполняются за его счет.
Изготовление оконных и дверных блоков из ПВХ профилей
Этот процесс состоит из нескольких этапов – нарезки, фрезерования, армирования, сварки (сплавления), шлифовки соединительных швов, интеграции импостов и обвязки фурнитурой. После этого конструкцию оконных или дверных блоков можно считать фактически готовой. Останется только вставить стеклопакеты в световые проемы створок.
Подготовка ПВХ профилей
Этот этап включает в себя несколько процедур. Чтобы подготовить профили к сборке оконных конструкций, с ними последовательно выполняют три операции:
- Раскрой – по спецификации, которая поступила с компьютера в отделе проектирования на станок с ЧПУ в цеху, под углом в 45 градусов нарезаются профили из ПВХ.
- Фрезерование – во время этого этапа в определенных зонах некоторых деталей прорезаются небольшие отверстия. Такая процедура необходима для создания дренажных каналов в конструкциях дверных и оконных блоков.
- Армирование – по размерам уже раскроенных профилей нарезаются стальные вкладыши, которые вставляются во внутренние камеры и фиксируются саморезами по металлу. Благодаря этому значительно увеличивается жесткость деталей из пластика.
После выполнения перечисленных мероприятий профили считаются готовыми к сборке в рамы и створки. Эти этапы выполняются на станках для сварки и зачистки.
Сборка оконных и дверных блоков
Оптимальный результат, при котором обеспечивается высокая прочность и точность соединений, достигается при одновременном соединении всех стыков рамы или створки. То есть должны быть выполнены сразу все 4 угловых соединения. Этого можно достичь только на автоматизированном оборудовании. Сплавление профилей выполняется при высокой температуре и давлении. Если нарушить оптимальный режим сварки, качество швов будет неудовлетворительным. Для достижения нужных параметров в строго фиксированные зазоры между деталями из ПВХ профилей опускаются специальные тефлоновые элементы, которые расплавляют пластик. После достижения нужной температуры пластины с антипригарным покрытием быстро поднимаются, и все детали одновременно прижимаются друг к другу и удерживаются до полного застывания пластика. Перед тем, как перейти к следующему этапу, автомат самостоятельно проверяет прочность соединительных швов.
Зачистка угловых соединений
Поскольку при соединении деталей из ПВХ расплавленный пластик частично выдавливается наружу, стыки после сплавления профилей выглядят очень грубо. Создается впечатление, что рамы и створки покрыты широкими шрамами по углам. Чтобы придать конструкциям нормальный вид, весь проступивший наружу пластик убирают при помощи специального фрезеровального станка. На этом оборудовании не только со стыков убираются излишки поливинилхлорида, но и шлифуются уменьшенные в размерах швы. Благодаря этой процедуре рамы и створки из ПВХ профилей приобретают презентабельный внешний вид. Если для изготовления окон используется ламинированный профиль, после сварки и зачистки швов в местах угловых соединений проступают узкие белые полосы. Этот технологический изъян устраняется путем закрашивания стыков специальными маркерами, цвет которых совпадает с цветом декоративной пленки.
Фрезеровка и интеграция импостов
Импосты вставляются в уже готовые конструкции. Чтобы выполнить интеграцию импостов, их необходимо адаптировать под форму профилей. Эта процедура выполняется при помощи специального фрезера, который снимает излишки пластика. После подгонки импосты либо крепятся при помощи уголков и саморезов, либо ввариваются в основную конструкцию.
Установка систем открывания створок
Монтаж фурнитуры выполняется на специальных стендах. Если такое оборудование отсутствует, обвязку крепят вручную с использованием шаблонов. Вместе с монтажом основной фурнитуры выполняются крепеж ответных планок изнутри световых проемов и фиксация ручек управления системами открывания, которые соединяются с запорным механизмом фурнитуры.
Крепление контуров уплотнения
Для фиксации уплотнителей в профилях предусмотрены специальные пазы. Чем больше количество контуров, тем выше уровень герметичности окон. Вследствие этого рекомендуется использовать системы, у которых их количество составляет не менее трех штук. Уплотнительные контуры разной формы вставляются в пазы как на рамах, так и створках, после чего оконные или дверные блоки готовы к завершающим этапам сборки.
Навешивание створок
Элементы механизма открывания (петель) имеются и на раме, и на створках. Благодаря этому при выполнении процедуры навешивания нужно просто вставить створки в световые проемы и зафиксировать фурнитуру.
Бизнес план производства окон ПВХ
Особенности выбора помещения
Площадь помещения напрямую зависит от объема производства. Предприятие планирует изготавливать стандартные двухстворчатые окна размером – 1400*1200. Чтобы открыть цех по производству окон ПВХ, который будет выпускать 20 конструкций за смену, достаточно помещения площадью 200 кв. м. При этом стоит помнить, что высота потолка должны быть более 3 метров.
Рядом должен находиться склад готовой продукции.
Станки для изготовления металлопластиковых конструкций не смогут работать без электричества. Напряжение питания должно составлять 380 В/50Гц. Оптимальная температура в помещении – 18° С, в обратном случае может нарушиться технология производства.










Также в помещении должна быть создана хорошая система вентиляции
Особое внимание нужно уделить созданию системы освещения. По всей территории цеха делается общее освещение, а для отдельных участков – локальный «свет»
Подбор персонала
Чтобы организовать небольшое предприятие по производству окон ПВХ нужно нанять около 10 человек и установить специальную программу.
Такая программа с наименьшими погрешностями рассчитает стоимость металлопластиковых конструкций и предоставит всю информацию, нужную для производства.
Контроль
Контролировать производственный процесс должен руководитель производства, а главный технолог сможет проверить, соответствует ли готовая продукция общепринятым стандартам и требованиям заказчика? Он также должен распределять задания между рабочими и контролировать технологический процесс.
На предприятии должен быть и инженер, который будет отслеживать работу оборудования и в случае необходимости устранять поломки. В штат рабочих нужно нанять не менее 7 человек, из них один должен быть кладовщик, осуществляющий прием или отправку товаров. Оптимальная схема организации технологической линии и состав производственных участков отображены ниже.

Капитальные затраты
Чтобы открыть завод по производству окон ПВХ производительностью 20 готовых изделий за смену необходимо осуществить закупку такого оборудования:
- Двухголовочная пила с фронтальной подводкой диска – 372000 рублей;
- Углозачистной автомат (Yilmaz CA) -225 000 рублей;
- Торцефрезерный станок (Yilmaz km-212) – 30 000 рублей;
- Двухголовочный сварочный станок – 411 600 рублей;
- Оборудование для нарезки армирования – 9000 рублей;
- Копировально-фрезерный станок (Yilmaz FR-225) – 106 400 рублей;
- Компрессор Remezza – 26 000 рублей;
- Станок для создания водоотводящих отверстий – 86 000 рублей;
- Автоматическая пила для нарезки пластиковых штапиков – 99 600 рублей;
Итого стоимость полного комплекта оборудования составляет 1 365 000 рублей.
Затраты на доставку и монтаж оборудования – 50000 рублей;
Прочие расходы (на получение лицензии, сертификатов) – 50000 рублей.
Итого капитальные затраты: 1 465 000 рублей.
Расчет стоимости материалов для производства окон ПВХ
Стоимость материалов, которые необходимы для изготовления стеклопакетов
Норма расхода, стоимость единицы материалов, финансовые затраты (руб.) из расчета на 1 кв. метр продукции:
- Стекло (С-300 руб./кв. м): норма затрат – 2 кв. м; стоимость расхода – 600 руб.;
- Обечайка (С-100 руб./м): норма затрат – 4 м; стоимость расхода – 400 руб.;
- Бутил (С-35 руб./кг): норма затрат – 0,1 кг/кв. м; стоимость расхода – 3,5 руб.;
- Прочие расходные материалы на 1 кв. метр продукции – 200 рублей.
Итого затраты на изготовление 1 кв. метра стеклопакета – 1203,5 рублей.
Стоимость материалов, которые нужны для создания металлопластиковой конструкции:
- ПВХ профиль (С-1000 руб./м): норма затрат – 0,5 м/кв. м; стоимость расхода – 500 руб.;
- Металлопрокат (С-582,5 руб./м): норма затрат – 1 м/кв. м; стоимость расхода – 582,5 руб.;
- Комплектующие и другие расходные материалы – 2000 руб.
Итого: 3082,5 руб./кв. м.
Суммарные затраты материалов для изготовления 1 кв. метра продукции – 4 286 рублей.
Затраты на материалы в месяц: 22 смены * 20 готовых изделий * 1,68 кв. м* 4 286 рублей = 3 168 000 рублей.
Ежемесячные доходы за месяц (с учетом цены готового изделия – 9 500 рублей): 22 смены *20 единиц готовых изделий * 9500 рублей = 4 180 000 рублей
Постоянные ежемесячные затраты
- Аренда производственного помещения и склада – 50 000 рублей;
- Коммунальные платежи – 25000 рублей;
- Зарплата рабочих (10 человек) – 100 000 рублей;
- Затраты на материалы и комплектующие для производства – 3168000 рублей.
Итого затраты в месяц: 3 343 000 рублей.
Налог на прибыль (20%) – 167 400 рублей.
Итого расходы: 3 510 400 рублей.
Вслед за этим необходимо соединить створки с оконным профилем
Стеклопакет крепится к профилю при помощи штапиков. Это своего рода фиксаторы, которые надежно удерживают стекло и не позволяют ему расшататься. Штапики и специальные колодки необходимо разместить по всему периметру оконной рамы. На заключительной стадии останется лишь поставить знаки качества, обернуть окна в пленку и подготовить их к транспортировке из цеха на склад, в точки продаж или непосредственно к конечному потребителю. Для каждого, кто хочет сделать понятной, простой и наглядной процедуру того, как делают окна ПВХ, видео производственного процесса станет настоящей находкой. Визуальное восприятие гораздо эффективнее, чем при прочтении сотни письменных инструкций.










Опубликовано 05.03.2015
Изготовление цветных профилей
 Возможная цветовая гамма профилей
Возможная цветовая гамма профилей
Так как покупатели все чаще обращают внимание на цветные профили, компания наладила выпуск изделий бежевого и коричневого (темного) оттенков, окраска которых производится в расплавленном состоянии. При изготовлении окон другого цвета используется ламинирующая пленка
Она же позволяет выпускать рамы с эффектом натурального дерева или придавать им другую объемную фактуру.
 Станок, работающий с ламинирующей пленкой
Станок, работающий с ламинирующей пленкой
Цветную пленку для рам производитель поставляет в рулонах шириной 50 см и длиной 550-600 метров. На производстве её разрезают в соответствии с размерами, необходимыми для конкретного профиля. При таком подходе пленка используется практически полностью и отходов не остается.
 Тот же станок в действии
Тот же станок в действии
Перед наклеиванием ламинированной пленки, профиль нагревают специальными лампами и тепловыми пушками
Важно следить за тем, чтобы на поверхность заготовки не попала пыль и мелкий мусор. Пленку смазывают клеем, накладывают на профиль и создают давление для склеивания
После завершения процесса излишки клея убирают с рамы. После полного высыхания пленка так крепко приклеивается к профилю, что оторвать её становится невозможно.
 Окрашенный профиль
Окрашенный профиль
Окна с цветными рамами, как правило, используют в загородных домах или внутри помещений со специфическим дизайном. На заказ производитель изготовит окно из профиля любого оттенка, входящего в международную таблицу цветов RAL. В этом случае окрашиваться будет ПВХ в расплавленном состоянии специальными красителями, предназначенными для синтетических материалов.
Шаги изготовления окна ПВХ
- ШАГ 1: Нарезка профиля ПВХ. На этом этапе нарезается профиль необходимых размеров с припуском на сварку. Для коробки и ствoрки – под углом 45* и 90* для импостов.
- ШАГ 2: Нарезка армирования.
- ШАГ 3:Фрезеровка водоотводящих каналов внизу рамы и створки. Выполняется на специальном станке. Так же возможно вручную с применением электродрели.
- ШАГ 4: Армирование прoфиля рамы, створки и импоста вкладышем из оцинкованной стали. В камеру профиля вставляется армирование, закрепляется шурупами.
- ШАГ 5: Сверление отверстий под оконную ручку. Выполняется вручную c помощью шаблона или на станке, который называется кoпировально-фрезерным.
- ШАГ 6: Фрезерования тoрцов импоста и мoнтаж соединителей.
- ШАГ 7: Сваривание профилей. Эта операция выполняется с помощью специального сварочнoго станка. При этом температура нагревательных элементов около 260 градусов.
- ШАГ 8: Установка импостом. Выполняется вручную.
- ШАГ 9: Установка пoдставочного прoфиля на раму. Этот этап не всегда присутствует в процессе производства, так как в некоторых случаях он не нужен (окна без подоконников и отливов, двери, части витража).
- ШАГ 10: Установка уплотнительных профилей. Упорный и стекольный уплотнители вставляются в специальный паз, без разрывав. Концы обязательно склеиваются клеем.
- ШАГ 11:Навес фурнитуры. Это операция по монтажу элементов фурнитуры на ствoрку и раму изделия.
- ШАГ 12: Нарезка штапика и монтаж стеклопакетов. Этот шаг является заключительным. Изделие ставится на стенд для oстекления, устанавливаются фальцeвые вкладыши и подкладки, монтируются стеклопакеты, забивается штапик в паз. После чего готовое изделие осматривается, проверяется работа фурнитуры и готовится к отгрузке.
Производственное оборудование
Поскольку окна из профилей ПВХ в любом городе России сегодня представлены в достаточном ассортименте, недостатка предложений различного оборудования нет.
Оборудование для изготовления металлопластиковых окон представлено в ассортименте. Цена оборудования зависит от фирмы-изготовителя.
Большим спросом у малых компаний производства окон ПВХ, планирующих производить до пятнадцати пластиковых окон за смену, пользуются производственные линии марок из Турции «Yilmaz», «Nikmak», «Nisan» и «Kaban» и станки для производства окон ПВХ от отечественных производителей.
Выбор конкретной производственной линии и приспособлений будет зависеть не только от будущей производительности, но и от числа выполняемых действий.
Комплектация производственной линии для сборки окон ПВХ:
- Сварочная машина для сварки профилей ПВХ.
- Маятниковая пила для резки профилей ПВХ.
- Копировально-фрезерный станок для изготовления отверстий в ПВХ-профиле.
- Машина для фрезеровки торцов импостов.
- Машина для зачистки рамных и створчатых профилей после их сварки.
- Машина для зачищения наружных углов после сварки.
- Станок для обработки пазов для уплотнителя.
Самым хлопотным и трудоёмким считается процесс сборки металлопластиковых окон с применением готового стеклопакета. В таком случае, нужно приобрести производственную линию, предназначенную только для сборки рам окон ПВХ, с дальнейшей установкой таких стеклопакетов, которые приобретаются у поставщика (по договору). Такой вариант избавляет от необходимости приобретения стёкол, покупки оборудования для раскроя стекла, мойки, установления дистанционных рамок и заниматься его герметизацией. К тому же, создавая цех по изготовлению стеклопакетов, следует создать отдельный склад со специальным оборудованием для стёкол и изготовленных стеклопакетов.
На рынке достаточно широко представлен сегмент полностью укомплектованных наборов оборудования для производства металлопластиковых окон, производительностью до пятнадцати штук за смену. Эти комплекты предусматривают как отечественную, так и зарубежную комплектации, а также есть сборная.
Добавочное оборудование и затраты на производство
Для размещения производственного помещения требуется отдельная площадь не меньше двухсот квадратных метров, с собственным въездом для транспорта и склад для хранения готовых товаров и материалов. Кроме главного комплекта оборудования требуются ручные инструменты для монтажа фурнитуры и штапиков, общая стоимость не больше 10000 рублей.
Всего расходов на покупку минимального комплекта оборудования перед началом производства металлопластиковых окон, производительностью до 15 штук за смену, требуется 145000 рублей. (производственная линия – 135000 рублей + набор ручных инструментов – 10000 рублей).










Запуск подобного производства окон ПВХ с производительностью до десяти штук за сутки требует определенных затрат.
Бизнес-план
Для открытия собственно бизнеса по установке пластиковых окон достаточно около $4000, а грамотный менеджмент позволит Вам окупить предприятие уже через 6 месяцев.
В среднем, одно пластиковое окно стоит $600 – $700. При этом половина его стоимости – цена за конструкцию от завода, который ее изготовил. На установку окна ПВХ потребуется $80 – $100. Таким образом, продажа одного пластикового окна принесет Вам $250.
Теперь перечислим ежемесячные расходы фирмы:
- зарплата менеджера ($500, лучший вариант – $200 + % от продаж);
- аренда офиса (около $330);
- расходы на связь и интернет ($100);
- расходы на рекламу ($330);
- налоговые выплаты на предпринимательство ($100 – $130);
- налоги в фонд оплаты труда ($170);
- прочие расходы ($100).
Таким образом, сумма ежемесячных расходов составит около $1700
Разовые расходы:
- Мебель, оргтехника, телефоны, факс – около $1300;
- Косметический ремонт офиса (если необходим) – около $700.
Сумма разовых расходов составит около $2000
Если сложить ежемесячные и разовые расходы, а также прибавить, на всякий случай, стоимость аренды ещё на один месяц, то получим минимальную сумму, необходимую для старта данного бизнеса – $4000.
Для выхода Вашего предприятия на точку безубыточности, необходимо устанавливать минимум по 8 окон в месяц. Так как часто один покупатель единовременно заказывает по 2-4 окна, то для безубыточной работы фирме нужно заключать всего по одному договору в неделю, то есть работать с 3-4 клиентами в месяц.
Как видим из расчетов, идея подобного бизнеса очень заманчива и перспективна. Но стоит помнить, что на рынке уже существует множество компаний, оказывающих подобные услуги, а также много фирм-производителей оконных профилей
Чтобы занять достойное место в данной нише, стоит особое внимание уделить рекламной компании и продвижению предприятия
Чтобы показать особенность своей фирмы можно заострить внимание на скорости поставки и монтажа конструкций, на качестве изделий и работ по их установке, на длительном сроке гарантийного обслуживания. Услуги, как по продаже, так и по установке пластиковых окон, еще долго будут востребованы, а потому, все что нужно начинающему предпринимателю – найти своего потребителя
Услуги, как по продаже, так и по установке пластиковых окон, еще долго будут востребованы, а потому, все что нужно начинающему предпринимателю – найти своего потребителя.
Рекомендуем почитать:
Как открыть копировальный центр
Давайте поговорим об открытии копировального центра, а также оценим прибыльность этого бизнеса. Для его старта требуется вложить около $4 000.
Бурение скважин на воду
Процесс бурения скважин на воду с помощью новейшего оборудования стал намного проще и быстрее. Этот бизнес остается весьма перспективным и прибыльным. В его открытие достаточно вложить $4000.
Бюро переводов
Собственное бюро переводов может стать довольно доходным бизнесом, для открытия которого потребуется около $4 000.
Наши группы:
Автоматические зачистные станки
Они удаляют наплав на наружных поверхностях и оберегают лицевой угол заготовки. Вместе с ними в комплект входит система автоматического включения производственного цикла в процессе установки заготовки.
Данное оборудование позволяет автоматически выбирать подходящую фрезу для створки или рамы. Если предполагается работать исключительно с одним профилем, можно делать это посредством станка на две фрезы. Его стоимость ниже, но он имеет незначительные перспективы, потому что на работе с единственным профилем почти никто не останавливается.










Он разительно отличается от других автоматов тем, что способен обрабатывать десятки профилей без специального оснащения, зачищает криволинейные наружные отрезки и фрезерует паз для монтирования уплотнителя.
Автоматы для фрезерования торца импоста
Они могут быть как механическими, так и автоматическими, а также иметь одну или две фрезы. Принцип выбора такого оборудования не отличается от выбора зачистных станков.
Станки для резки укрепляющих стекла реек
Штапик – это единственный компонент окна, при производстве которого не задаются размеры, потому что при нарезке других оконных деталей, их заготовки после сварки могут незначительно отклоняться от размеров, которые были заданы.
Это не будет существенным образом влиять на их эксплуатацию, в отличие от одинаковых реек, сделанных в соответствии с величиной, заданной по проекту и служащих для укрепления стекол в каркасе окна. В последнем случае при их монтаже вверху появляется чрезмерное напряжение, а внизу – щель.
Поэтому станки позволяют резать каждый конкретный штапик по существующим, а не заданным замерам. Это достигается тем, что оборудование оснащается специальным съемным измерительным элементом.
Качество работы стандартных станков и оборудования с ЧПУ практически не отличается.
Фрезерные станки для водосливных отверстий

Станок с двумя фрезами дает возможность сделать отверстия для слива воды на внешней поверхности рамы. Если у прибора три фрезы, его возможности увеличиваются. Он позволяет сделать отверстия не только на лицевой поверхности, но и на нижней внутренней стороне.
Его лучше всего использовать при производстве специального подставочного профиля, подоконник к которому прилегает изнутри, а снаружи присоединяется металлический слив. Копировально-фрезерный станок Он используется для проделывания специальных пазов и отверстий, например, под личинку замка.
Функционирует по принципу регулирования передвижением задействованной фрезы посредством шаблона из стали с предварительно проделанными отверстиями необходимой формы. Бывают аналогичные станки с дополнительными функциями, например, высверливание отверстий под ручку окна или фрезерование каналов, которые отводят воду.
Есть автоматические станки, которые выполняют почти все эти функции одновременно. Такое оборудование существенно упрощает и ускоряет обработку.
Станок тройного сверления отверстий под оконную ручку

- эффективнее функционируют в повторно-кратковременном режиме;
- легче адаптируются к температурным изменениям;
- легко ремонтируются;
- имеют длительный срок эксплуатации;
- стоят сравнительно недорого.
Перед приобретением компрессора необходимо рассчитать совокупный объем потребления кислорода всей производственной линией и выяснить рабочее давление. Производительность системы должна быть на четверть выше общего объема потребляемого воздуха, причем ресивер нужно выбирать с таким расчетом, чтобы не вызвать резких колебаний давления.
Использование понижающего редуктора на выходе из ресивера даст возможность получить в системе постоянное давление.
Стенд остекления
Какое дополнительное оборудование может понадобиться для производства пластиковых окон?
- ручной инструментарий;
- рабочие столы для монтажа
- мебель для складирования и тележки для перемещения по цеху сырья и продукции;
- стенд для стеклопакетов.
Автоматическая линия по производству пластиковых окон — это современное оборудование, которое дает возможность на автомате сваривать и зачищать сварные швы пластиковых окон. Оно позволяет предприятию обеспечить высокую производительность и имеет целый ряд преимуществ:
- высокое качество зачистки оконных углов;
- высокотехнологичное производство;
- короткое время изготовления;
- возможность спланировать изготовление пластиковых окон
- обслуживание линии одним специалистом;
- высокое качество готовой продукции.





