

С чего начать выбор

Чтобы приобрести качественную акриловую ванну, желательно посетить специализированный строительный супермаркет, где есть огромное количество различных моделей в сильно различающихся ценовых категориях; именно там можно понять, какую акриловую ванну выбрать. В небольшом магазине с минимальным количеством моделей просто невозможно понять, как многообразен рынок акриловых ванн. Остановившись на определенном типе акриловой ванны, необходимо выяснить, крепкая ли она.
Проверять рекомендуется в такой последовательности:
Изучить толщину акрилового слоя, нанесенного на поверхность ванны
Именно самого слоя, а не всей толщины изделия (на которую тоже необходимо обратить внимание, но не в первую очередь). Чем шире акриловая поверхность, тем она надежнее
Наиболее качественные типы подобных ванн производят из материала шириной не меньше 5–6 мм.
Перейти к изучению слоёв армирования ванны. Этих слоёв должно быть несколько. Нужно также присмотреться к краю бортиков ванны. На нем можно невооруженным глазом разглядеть слои, чем-то похожие на годовые кольца на древесных пнях. Следует сравнить слои армирования у разных моделей понравившихся ванн.
Довольно часто в строительных супермаркетах встречаются ванны, сделанные из акрилового листа шириной 2–4 мм (но бывают и более толстые – 6–6,5 мм). Самостоятельно проверьте эти цифры, чтобы после приобретения не вышло неприятного сюрприза. Все борта у акриловой ванны состоят из нескольких слоёв, поэтому их толщину рассмотреть предельно легко.
Правильно проводить осмотр внешнего вида приглянувшейся акриловой ванны необходимо в такой последовательности:
Изучить ширину акрилового и армированного слоёв ванны. Толщину изделия проще всего определить с помощью обычного карманного фонарика. С этой целью включаем его и приставляем прямо к стенке ванны. Если отсвет видно с другой стороны, то это значит что стенка ванны тонкая. Это свидетельствует о низком качестве изделия.
- Постучать по корпусу ванны в нескольких точках. Если получается глухой звук, значит данный экземпляр акриловой ванны довольно крепкий.
- Принюхаться. Если ощущается резкий химический запах, значит, такой образец изготовлен из дешевых вредных материалов. От такой ванны следует отказаться.
- Провести ладонью по акриловой поверхности ванны. Не должно быть ни царапин, ни шероховатостей, ни вмятин, ни бугорков необычной формы. Если продавец-консультант будет утверждать, что бугорки – это особенность конкретного типа акрила, то его словам верить не следует.
- Рассмотреть цвет. Он должен быть однородным, без разводов. Малейшие разводы означают банальный брак в изделии.
- Изучить дно акриловой ванны. Оно должно быть полностью гладким. Хоть это и может показаться странным, но на совершенно гладкой поверхности нога никогда не будет скользить, она к ней словно прилипнет. Особые бугорки на дне некоторых видов акриловых ванн иногда попросту скрывают от покупателей низкое качество товара, а чаще являются обычным рекламным ходом производителя, стремящегося увеличить продажи своей продукции.
Подготовительные работы
Инструменты, расходные материалы должны быть в пределах досягаемости на момент подготовки и нанесения.
Внимание уделяют тщательности предварительной обработки, которая включает процедуры:
- зачистка старого слоя, сбивание глянца с поверхности;
- обезжиривание специальными препаратами;
- смешивание двухкомпонентного материала, подготовка его к нанесению.
Инструменты и материалы
 Состав с отвердителем продают в разных емкостях. Их не нужно открывать, пока вся подготовка не будет закончена. Помимо этого, понадобится наждачная бумага разной крупности. Для жесткой чистки подойдет № 40, 60, а финишную обработку слоя делают № 120 – 240. Наждак удобно закрепить на деревянном бруске (прибить гвоздями) или завести в специальный станок для сеточек.
Состав с отвердителем продают в разных емкостях. Их не нужно открывать, пока вся подготовка не будет закончена. Помимо этого, понадобится наждачная бумага разной крупности. Для жесткой чистки подойдет № 40, 60, а финишную обработку слоя делают № 120 – 240. Наждак удобно закрепить на деревянном бруске (прибить гвоздями) или завести в специальный станок для сеточек.
Можно использовать электрический инструмент. Берут болгарку с насадкой под наждачные круги. Для электродрели также существуют специальные насадки, на которые наклеивают наждачные диски на липучках.
Другие инструменты:
- плоскогубцы, отвертка (крестовая);
- электрический строительный фен, фонарик;
- небольшая емкость (стакан) для наливания;
- шпатель металлический и резиновый;
- респиратор, резиновые перчатки, спецовка.
Потребуется обезжиривающее средство. Хорошо подходит растворитель на основе ацетона (№647, 648). Используют моющее для посуды и щавелевую кислоту. Готовят шпаклевку по эмали (готовую в тюбиках или небольших банках), герметик.
Очистка ванны и снятие глянца
Покрытие чугунной ванны обрабатывают наждачными кругами. Эмаль прочищают до тех пор, пока на ней не останется глянца
Уделяют внимание желтым участкам, очищают до снятия цвета, но так, чтобы слой не удалять полностью
Порядок работы:
- Неровности и острые края отслоившихся пятен зачищают вровень с остальным покрытием.
- Трещины (мелкие) заделывают шпаклевкой по металлу, дожидаются высыхания, затем ошкуривают.
- Качество снятия проверяют, подсвечивая области фонариком — следят за появлением бликов, выявляют участки, плохо обработанные наждаком.
- Проверяют, проводя по стенкам ногтем — он не должен скользить, а только медленно тянуться по поверхности.
Обезжиривание поверхности и демонтаж сифона
 Если не обезжирить поверхность, наливная масса будет плохо приклеиваться, появятся пузырьки, которые испортят внешний вид и качество нового покрытия.
Если не обезжирить поверхность, наливная масса будет плохо приклеиваться, появятся пузырьки, которые испортят внешний вид и качество нового покрытия.
Порядок обезжиривания:
- Пыль со стенок и дна чаши убирают пылесосом, тщательно проходя все участки.
- Средство наносят новой поролоновой губкой или щеткой.
- Вокруг сливного и переливного отверстия используют кислоту, аммиак или ацетон.
- Препарат оставляют для воздействия на 15 минут.
- Смывают водой, вытирают насухо, просушивают феном.
С чаши демонтируют внутреннее крепление сифона, а под дном снимают и его. Также поступают с переливным отверстием. Если сифон не хочется снимать, области закрывают скотчем, но первый метод надежнее. Под сквозное отверстие подстилают газеты, чтобы акрил не попал на пол.
Подготовка акрила к нанесению
Банку с основной массой открывают, добавляют отвердитель, начинают перемешивать
Уделяют внимание всему раствору, а также веществу на стенках
Время работы зависит от вида материала:
- Пластол классический, премиум, стандарт мешают около 12 минут, затем оставляют на 3 минуты, снова смешивают 3 минуты.
- ЭкоВанну, Стакрил простой и профи смешивают 10 минут, после этого раствор можно использовать для заливки.
Используют пластиковую или деревянную палку длиной около 60 см (металл лучше не брать). Лучше, если приспособление будет плоским, а не круглым, а на конце — плоская часть в форме лопатки.
Можно добавлять колер для подкрашивания раствора в начале замешивания, чтобы все тщательно соединилось.
Сбыт и реклама
Производство ванн давно и хорошо развито в России. Большинство производителей работают длительное время и полностью обеспечивают потребность рынка. К тому же опыт в данной сфере позволяет значительно сократить издержки и снизить стоимость продукции. Для начинающего предпринимателя будет сложно обойти столь серьезных конкурентов. Единственным преимуществом может стать близкое расположение к непосредственным потребителям. Поэтому необходимо изучить конъюнктуру рынка своего и соседних регионов и при наличии поблизости крупных заводов подумать о целесообразности открытия нового предприятия.
Лучший вариант в этом случае – заняться изготовлением эксклюзивных изделий под заказ. Количество продаж может быть незначительным, но такое направление позволит занять свою нишу и обойти крупных конкурентов. Недостатком больших заводов является сложность перестройки производственного процесса, тогда как малое производство может быть очень гибким.
Также можно предложить покупателям более выгодные условия сделки:
Кроме того, обязательно нужно организовать рекламно-маркетинговую кампанию, используя все возможности интернет–рекламы, наружных и печатных рекламных носителей.
Придание прочности
Как же из такого хрупкого изделия получить современную прочную ванну?
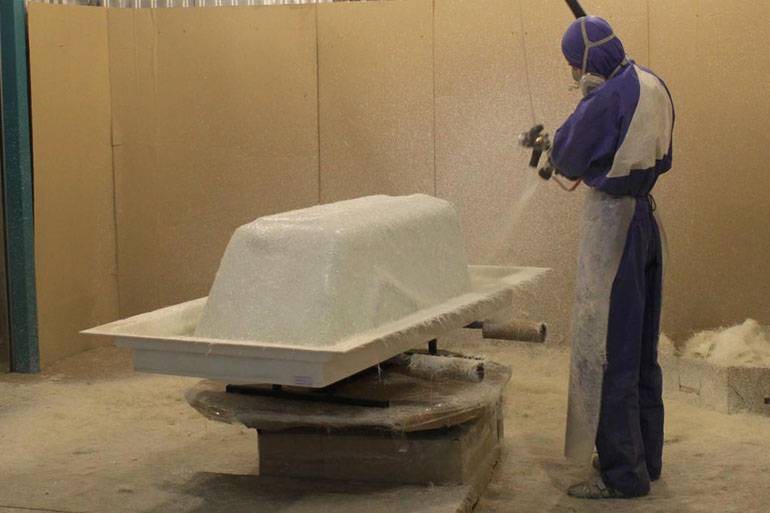
1. Для придания прочности используются следующие компоненты: смола, отвердитель смолы и стекловолокно, которые смешиваются в распылителе. Нити из стекловолокна при соединении со смолой становятся мягкими, пластичными и липкими. Распылитель облепляет этим клейким составом весь корпус ванны в несколько слоев.
2. После того, как на каркас ванны нанесли достаточное количество клеящего состава из стекловолокна, изделие достают из камеры. И пока нити из стекловолокна не застыли полностью и еще сохраняют свою эластичность, мастера специальными алюминиевыми валиками максимально приглаживают эти напыленные нити к поверхности ванны. Чтобы смола не прилипала к валикам, их необходимо смочить в растворителе.
3. После того, как нити стекловолокна приглажены к тыльной стороне ванны, изделие помещают в печь, температура в которой около 40 градусов. Этой температуры достаточно, чтобы стекловолокна и смола превратились в крепкий стеклопластик.
Оборудование для производства ванн
При производстве ванн из чугуна применяется литье, из стали – штамповка, из акрила – вакуумная формовка. Для каждой указанной технологии необходим соответствующий набор оборудования.
Для чугунного производства потребуется:
- плавильная печь;
- формы для заливки;
- камера для охлаждения;
- камера для обезжиривания;
- сушильная камера;
- краскораспылитель;
- линия обжига;
- линия упаковки.
Линия по изготовлению ванн из стальных листов включает:
- транспортер;
- гидравлический пресс;
- режущее устройство;
- аппарат для загибания;
- сварочный аппарат;
- конвейер;
- камера для обезжиривания;
- сушильная камера;
- краскораспылитель;
- линия обжига;
- линия упаковки.
Для выпуска ванн из акрила потребуется только вакуум-формовочная машина, формы необходимой конфигурации и установка для напыления армирующего состава.
Видео работы такой машины:










Цены начинаются примерно от 30 000$.
Следует отметить, что для напыления используется другой вид оборудования — установка для напыления смолы и рубленного стеклоровинга. Эта установка выполняет следующие действия:
- подготавливает связующее (равномерно смешивает смолу и отвердитель в заданной пропорции),
- захватывает стеклянную нить и рубит её на короткие отрезки (чопсы),
- добавляет чопсы к связующему и напыляет эту смесь на матрицу.
Ознакомительное видео от компании MVP — крупнейшего производителя:
Современное вакуум-формовочное оборудование позволяет создать разные формы акриловых ванн и декоративных экранов любой сложности. Помимо ванн, с помощью такого вакуум-формовочного оборудования производится большинство элементов душевых кабин, вплоть до прозрачных створок душевых кабин из полиэтилентерефталата. Главной особенностью этого вакуум-формовочного оборудования является возможность позитивного, негативного и комбинированного формования. А за счет наличия двухстороннего нагрева заготовки значительно увеличивается производительность оборудования.
Акриловые ванны: плюсы и функциональные особенности
К числу положительных качеств акрила и изделий, изготовленных из него, относятся:
Акриловые ванны могут быть самых разнообразных форм, поэтому среди них легко выбрать модель под свой интерьер
- высокая пластичность материала — открывается возможность для изготовления ванн всевозможных форм;
- малый вес — упрощается процесс транспортировки и монтажа, уменьшается нагрузка на стеновые перегородки;
- невысокая теплопроводность — акрил в несколько раз дольше, чем чугун, поддерживает первоначальную температуру воды, что делает максимально приятным прием водных процедур;
- хорошая звукоизоляция — шум воды и прочих воздействий на ванну максимально приглушен в процессе эксплуатации;
- минимальная пористость — загрязнения не въедаются в поверхность ванны, что делает использование гигиеничным;
- простота ухода — достаточно просто вымыть ванну при помощи жидкого мыла или специального средства и сполоснуть водой;
- легкость реставрации — в случае серьезного повреждения ванна может быть отреставрирована путем заливки жидкого акрила или установки акрилового вкладыша.
Пластичность акрила и возможность добавления в него различных цветовых наполнителей позволяет получить на выходе ванну любой формы и цвета, которая сэкономит пространство даже в маленькой комнате и идеально впишется в интерьер.
При правильном уходе акриловая ванна надолго останется белоснежной
Кроме того, изделие может оснащаться гидромассажем и прочими функциональными возможностями, что делает прием водных процедур еще более приятным.
Сырье
Основными компонентами, которые добавляются в формовочную массу для получения готового конгломерата, являются:
- полимеры на основе акриловых смол;
- пигменты – представляют собой соединения с выраженной окраской, не исчезающей в процессе производства. Литой акрил обладает широкой палитрой оттенков за счет комплекса органических и неорганических красителей. Экструзионный акрил допускает применение всего нескольких десятков пигментов, устойчивых к жесткому температурному процессу производства;
- неорганический наполнитель – состоит из мраморной или гранитной крошки. Литьевой способ не требователен к размерам и природе наполнителя, тогда как для экструзионного оборудования крупность и твердость частиц приходится ограничивать;
- мелкая неорганическая пыль – применяется как начальный компонент для подсыпки в ванну для литья;
- отвердитель – необходим для обеспечения нормального процесса застывания смеси при повышенной температуре.
Выбор помещения
Оборудование для производства акриловых ванн занимает много места. Прибавьте к этому административные помещения и получите довольно большую площадь — около 180-200 квадратных метров.

Поиск цеха нужно начинать задолго до старта бизнеса: практически первый шаг после создания подробного бизнес-плана с расчетами. Это должно быть отапливаемое и проветриваемое помещение на окраине или за чертой города. В последнем случае можно организовать корпоративную развозку сотрудников.
Чтобы проверяющие органы разрешили вам открыть предприятие, для него нужно подготовить документацию, приведя его в соответствие со стандартами. Помещение арендуется или выкупается.
Как производят акриловые ванны?
В процессе производства акриловых ванн применяют два метода;
- Литье;
- Слоеное соединение ПММА и АБС (акрилонетрилбутадиенстирол).
Ванны, сделанные литьем, получаются достаточно прочными и надежными. В процессе изготовления лист материала нагревают до состояния мягкости, и придают акрилу необходимую форму для ванны.
Вся процедура придачи материалу определенной формы делается под давлением вакуума, при этом еще и добавляется специальное стекловолокно. В таком методе можно применять любое количество слоев стекловолокна, от того, насколько их много зависит прочность, и соответственно срок службы изделия. Стоит отметить, что ванны такого типа будут стоить дороже.

Второй метод производства отличается от первого тем, что требуется специальный материал АБС, а его сверху покрывают ПММА. Ванны, сделанные таким способом, не прослужат очень долго, намного ниже у них и эксплуатационные свойства. Стенки сантехники в этом варианте очень тонкие, поэтому следует уберегать изделия от всяческих механических повреждений.
Срок применения ванн из АБС составляет примерно 3-4 года. Конечно, стоят эти варианты намного дешевле, но стоит учитывать, что уже через несколько лет придется покупать новую модель.
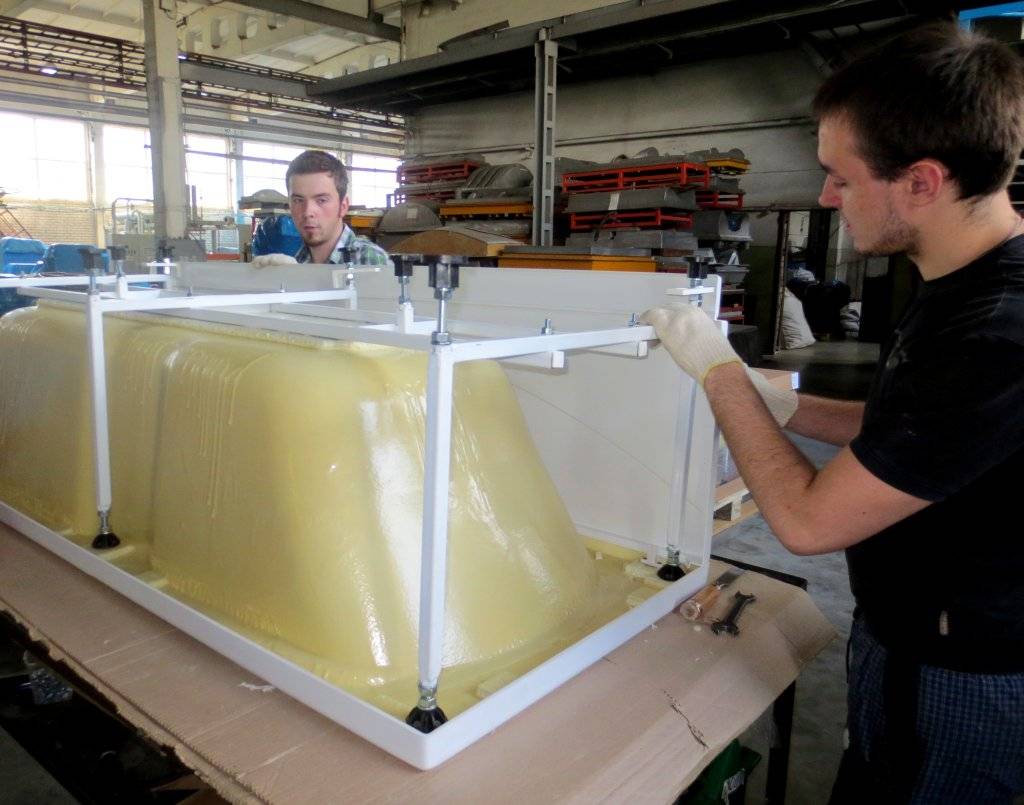
Установка на ножки – самый популярный способ монтажа в РФ
Российский рынок не изобилует моделями с неправильной геометрией, ввиду небольшой популярности последних. Поэтому, большинство отечественных изделий устанавливаются на ножки и имеют правильную прямоугольную форму, которая подходит для большинства среднестатистических квартир в РФ.
Для установки следует перевернуть изделие вверх дном, отступить минимум 4 сантиметра от края каркаса (усиливающей пластины) и сделать отметку по центру. Далее, следует определить центр монтажных планок и совместить его с серединой чаши. Отметив места крепежей, нужно просверлить отверстие в нижней области закрепить на нем планку посредством саморезов.
Чтобы закрепить сами ножки-опоры, нужно вставить стержень со стоп-гайкой в планочное отверстие и зафиксировать еще одной гайкой. Лишь потом на шпильку накручиваются пластмассовые опоры с подпятниками.
На следующем этапе изделие переворачивается обратно, устанавливается на опоры (при этом они регулируются по высоте таким образом, чтобы какие-либо перекосы отсутствовали). Верность позиции подтверждается с помощью строительного уровня.
Для финишной фиксации всей конструкции, бортики надеваются на особые крепежные пластины (они должны входить в набор поставки) и прикручиваются по стенкам. Места стеновых креплений определить очень просто – достаточно вплотную придвинуть ванну к стене, отметив на ней карандашом края бортов.
Оборудование для производства ванн
При производстве ванн из чугуна применяется литье, из стали – штамповка, из акрила – вакуумная формовка. Для каждой указанной технологии необходим соответствующий набор оборудования.
Для чугунного производства потребуется:
- плавильная печь;
- формы для заливки;
- камера для охлаждения;
- камера для обезжиривания;
- сушильная камера;
- краскораспылитель;
- линия обжига;
- линия упаковки.
Линия по изготовлению ванн из стальных листов включает:
- транспортер;
- гидравлический пресс;
- режущее устройство;
- аппарат для загибания;
- сварочный аппарат;
- конвейер;
- камера для обезжиривания;
- сушильная камера;
- краскораспылитель;
- линия обжига;
- линия упаковки.
Для выпуска ванн из акрила потребуется только вакуум-формовочная машина, формы необходимой конфигурации и установка для напыления армирующего состава.
Видео работы такой машины:
Цены начинаются примерно от 30 000$.
Следует отметить, что для напыления используется другой вид оборудования – установка для напыления смолы и рубленного стеклоровинга. Эта установка выполняет следующие действия:
- подготавливает связующее (равномерно смешивает смолу и отвердитель в заданной пропорции),
- захватывает стеклянную нить и рубит её на короткие отрезки (чопсы),
- добавляет чопсы к связующему и напыляет эту смесь на матрицу.
Ознакомительное видео от компании MVP – крупнейшего производителя:
Современное вакуум-формовочное оборудование позволяет создать разные формы акриловых ванн и декоративных экранов любой сложности. Помимо ванн, с помощью такого вакуум-формовочного оборудования производится большинство элементов душевых кабин, вплоть до прозрачных створок душевых кабин из полиэтилентерефталата. Главной особенностью этого вакуум-формовочного оборудования является возможность позитивного, негативного и комбинированного формования. А за счет наличия двухстороннего нагрева заготовки значительно увеличивается производительность оборудования.
Преимущества акриловых ванн
Удобная и теплая ванна
Любую ванну этого типа изготавливают из сантехнического акрила. При этом она обладает универсальными характеристиками и имеет целый ряд преимуществ по сравнению с аналогичными изделиями из других материалов:
- Во-первых, это небольшой вес. В среднем стандартная ванна весит 45 кг, поэтому погрузить, транспортировать, разгрузить и установить ее сможет даже один человек.
- Во-вторых, акриловая ванна долго сохраняет свой товарный внешний вид. Со временем она не выгорает, не теряет блеска, не покрывается царапинами от бытовых чистящих средств. Единственный недостаток заключается в том, что ее можно повредить, сильно ударив тяжелым предметом. Но вы же не собираетесь бить по чаше ванны молотком? Если нет, то она вам прослужит верой и правдой целых 20 лет. Именно такой гарантийный срок дают производители.
- В-третьих, любители принимать горячую ванну по достоинству оценят высокие теплоизоляционные свойства акрила. Ванна максимально долго держит тепло горячей воды, давая возможность хорошо попариться, не подливая каждый раз очередную порцию кипятка.
Стильная изюминка ванной комнаты
Это не все достоинства описываемого выбора. Также акриловая ванна:
При всех очевидных достоинствах у акриловых ванн есть и некоторые недостатки:
- В них нельзя наливать воду, температура которой превышает +80 градусов по Цельсию. Поэтому всегда в емкость из акрила сначала нужно набирать холодную воду и лишь потом разбавлять ее горячей.
- В акриловую ванну нельзя ронять горящие предметы, например, спички или зажженные сигареты. Не стоит также зажигать свечи на ванной, поскольку пластик легко плавится от открытого огня.
Как видите, преимуществ гораздо больше, чем недостатков, поэтому понятно, почему акриловые ванны смогли потеснить своих чугунных и стальных конкурентов.
Формирование и прессовка чаши.
Готовый проект от конструкторов направляется на участок моделирования, где под каждую модель подготавливается особая пресс форма. На участке формовки можно наблюдать настоящее начало изготовления ванны. Компания Radomir закупает сырье для своей продукции у не малоизвестного иностранного бренда по изготовлению акриловых листов Senoplast. С данным поставщиком Радомир сотрудничает многие годы и листовой материал, перед началом производства ванны тщательно проверяется и проходит сертификацию.








Такой лист акрила помещается в формовочную машину, где нагревается до высокой температуры в 180 С
На данном этапе очень важно не допускать попадания мусора или пыли, так как толщина листа всего 6 мм и любой инородный предмет нарушит структуру поверхности. Далее нагретый лист акрила путем вакуумной формовки приобретает силуэт текущей заготовки
Весь процесс создания «скорлупы», так называется отформованный лист акрила, занимает не более 20 минут.

Оборудование
Основным механизмом является экструдер, рабочий цикл которого напоминает действие мясорубки. Схема устройства, из которой понятен принцип работы, показана на рисунке.
Вспомогательные элементы обеспечивают смешивание и нагрев сырьевой массы, а также ее подачу в экструдер. Валики регулируют размеры и форму полученной плиты, поддерживая минимальные отклонения от заданных габаритов.
Процесс экструзии
Расплав смолы с введенными в нее добавками попадает внутрь экструдера и перемещается шнеком к формовочной головке. При выходе из аппарата смесь выдавливается через отверстия и приобретает строгую форму, параметры которой поддерживаются частичным застыванием акриловой массы.
На фото изображен процесс работы, на оборудовании для производства изделий из акрилового камня

В зависимости от формы головки, можно получать сложные формы органического камня, ограниченные его естественной прочностью. Акриловый камень получают путем экструзии преимущественно в виде плоских плит.
Что нужно знать об уходе за акриловым камнем
Процесс ухода за искусственным камнем отличается своей простотой, но и тут есть некоторые секреты:
- обычную грязь удаляют с помощью мыла, воды и губки;
- от косметики поверхность можно очистить с помощью спирта;
- чтобы дезинфицировать поверхность, периодически используют раствор хлорки (вода и хлорка 1:1);
- пятна с полуглянцевой поверхности удаляют с помощью губки и хлорного раствора. Для этого выполняют легкиекруговые движения;
- улучшить блеск можно путем нанесения неабразивной полировальной пасты, которую потом устраняют бумажнымполотенцем;
- стоит избегать использования порошковых средств.
Разрешения и документы
Чтобы открыть производство, нужно арендовать цех, запатентовать технологию и уладить много других бюрократических стандартных нюансов.
Регистрация бизнеса
Первым пунктом этой программы станет создание юридического лица. Для производственного бизнеса с немаленькими вложениями лучше выбрать именно форму ООО.
Также для него не подойдет «упрощенка» в качестве системы налогообложения. Придется вести бизнес на общей системе или ЕНВД, которая зависит от площади — здесь проконсультируйтесь с бухгалтером или консалтинговой фирмой.
Список документов для создания ООО
- Заявление по форме Р11001 — 1 экземпляр
- Решение единственного учредителя или протокол общего собрания, если их несколько — одна штука
- Чек об оплате госпошлины — одна штука
- Устав ООО в двух экземплярах
- Документы, подтверждающие наличие юридического адреса – 1 экземпляр
Как выбирать акриловые ванны?
В последнее время участились случаи продажи некачественных акриловых ванн
Поэтому важно знать, на какие критерии ориентироваться при покупке описываемого изделия
Если вы находитесь в магазине, не торопитесь делать выбор. Осмотритесь, постарайтесь оценить толщину акрила, понять, пропускает ли он свет. Акрил должен быть достаточно толстым. В противном случае он просто не будет держать тепло, а при появлении глубокой царапины не позволит ее зашлифовать и отремонтировать поверхность.
Схема размеров ванны
Старайтесь узнать у продавца толщину акрила. Следите за тем, чтобы он назвал вам параметры готового изделия, а не материала, из которого оно изготовлено. В любом случае сантехнический акриловый лист станет тоньше при изготовлении ванны, так как он растянется. Такова технология. Поэтому ориентироваться нужно на толщину готовой ванны. Измерить ее можно у края бортика. Выбирайте ту ванну, у которой показатели больше 5-6 мм.
Затем обратите внимание на каркас. Оптимально, когда он изготовлен из металла, обработанного специальным антикоррозийным составом. А еще специалисты рекомендуют отдавать предпочтение моделям, у которых сифон выполнен из латуни с хромовым покрытием
А еще специалисты рекомендуют отдавать предпочтение моделям, у которых сифон выполнен из латуни с хромовым покрытием.
Приняв во внимание приведенные параметры, свои вкусовые предпочтения и технические размеры самой комнаты, несложно сделать правильный выбор сантехнического акрилового оборудования
Как выбирать акриловые ванны?
В последнее время участились случаи продажи некачественных акриловых ванн
Поэтому важно знать, на какие критерии ориентироваться при покупке описываемого изделия
Если вы находитесь в магазине, не торопитесь делать выбор. Осмотритесь, постарайтесь оценить толщину акрила, понять, пропускает ли он свет. Акрил должен быть достаточно толстым. В противном случае он просто не будет держать тепло, а при появлении глубокой царапины не позволит ее зашлифовать и отремонтировать поверхность.
Схема размеров ванны
Старайтесь узнать у продавца толщину акрила. Следите за тем, чтобы он назвал вам параметры готового изделия, а не материала, из которого оно изготовлено. В любом случае сантехнический акриловый лист станет тоньше при изготовлении ванны, так как он растянется. Такова технология. Поэтому ориентироваться нужно на толщину готовой ванны. Измерить ее можно у края бортика. Выбирайте ту ванну, у которой показатели больше 5-6 мм.
Затем обратите внимание на каркас. Оптимально, когда он изготовлен из металла, обработанного специальным антикоррозийным составом
А еще специалисты рекомендуют отдавать предпочтение моделям, у которых сифон выполнен из латуни с хромовым покрытием.
Приняв во внимание приведенные параметры, свои вкусовые предпочтения и технические размеры самой комнаты, несложно сделать правильный выбор сантехнического акрилового оборудования
Сферы применения акрила
Исходя из всех преимуществ такого материала, совершенно не странно, что его активно используют в различных сферах и областях. Практически все что угодно может быть изготовлено из акрила. Стены, потолок, мебель, фурнитура, выключатели, светильники, украшения – акрил подойдет для изготовления и оформления всего этого. Из него делают даже целые комнаты. Например, неплохо будет смотреться ванная или кухня, полностью выполненные из акрила.








Чаще всего, искусственный камень используют для изготовления:
- моек;
- столешниц;
- обеденных столов;
- подоконников;
- лестничных перил;
- колонн.

Также акрил широко распространен в роли облицовочного материала для стен и пола, поскольку можно подобрать цвет и текстуру каждого отдельного элемента. Искусственный камень хорошо подходит для декоративного оформления. Мозаики, панно – все это смотрится очень стильно и красиво.
Подойдет акрил для любого помещения. Каменные изделия прибавят шарма бутику, банку, салону красоты, кафе и т. д. Кроме того, он станет хорошим выбором для тех мест, к которым выдвигаются повышенные требования к чистоте. Ванная в фешенебельном отеле, столешница в кухне в популярном ресторане – акрил тут будет лучшим вариантом.
Помещение и персонал
Линия для производства ванн состоит из крупногабаритного оборудования, для расположения и обслуживания которого требуется как минимум 150 кв.м. Кроме того, для организации работы предприятия необходимы дополнительные площади под другие зоны:
- административную
- складскую
- служебную
- подсобную.
В целом, для завода нужно искать помещение размером не менее 200 кв. м, расположенное на окраине, в пригороде или в промышленной зоне. Обязательным требованием к внутреннему обустройству производственного цеха является наличие промышленной вентиляции и всех инженерных коммуникаций (отопления, водопровода, канализации, электросети на 380 вольт).
Для предприятия с одной технологической линией и работой в одну смену потребуется такой кадровый состав:
- директор;
- технолог;
- бухгалтер;
- менеджер по поставкам;
- менеджер по сбыту;
- операторы линии – 3;
- фасовщики – 2;
- грузчики – 2;
- уборщик.
При расширении масштабов производства путем установки дополнительных линий и/или ведения двух- либо трехсменного режима работы численность производственного персонала будет увеличиваться пропорционально этим изменениям.





