

Этапы организации бизнеса
Создание любого предприятия, независимо от направления деятельности, начинается с разработки бизнес-плана. Необходимо провести анализ спроса на резиновую плитку в своем регионе и предложений конкурентов, рассчитать объем планируемого выпуска продукции и план продаж. Преимущество бизнеса по производству резиновой плитки в том, что конкуренция в этом сегменте рынка пока небольшая. Поэтому у предпринимателя есть шанс занять нишу, по меньшей мере, в своем городе или регионе.
Регистрация предприятия
Выбор организационной формы предприятия для производства резиновой плитки особого значения не имеет. Можно зарегистрировать ООО, а можно . У каждого варианта есть преимущества и недостатки, а срок оформления и постановки на учет в ФНС в обоих случаях составит не больше 5 дней (при условии хорошей подготовки документов).
- Индивидуальное предприятие (ИП) проще зарегистрировать, потому что потребуется меньше документов. Не обязательно вести бухгалтерский учет, для расчета налоговой базы используется Книга доходов и расходов. Не требуется устанавливать кассовый лимит, деньги из кассы можно брать на личные нужды. Однако по долгам ИП отвечает всем своим имуществом.
- Общество (ООО) выгоднее тем, что рассчитывается с долгами только имуществом предприятия. Регистрация сложнее: нужно подготовить Устав (или взять типовой на сайте ФНС), протоколы собрания о его создании (решение единственного учредителя) и другие документы. Этот вариант предпочтительнее, если деньги в бизнес вкладывают несколько участников.
Коды видов деятельности для производства резиновой плитки и покрытий подбирают по справочнику «ОК 029-2014 (КДЕК Ред.2)». В раздел 22 входит производство:
- 22.19 — прочих изделий из натуральной и синтетической резины, включает резиновые материалы для ремонта;
- 22.19.1 — регенерированной резины в форме пластин, листов, лент;
- 22.19.2 — резиновых смесей и изделий из них.
Что касается выбора системы налогообложения для производства резиновой плитки, то выгоднее всего УСН (упрощенная система). Заявление о переходе с общей системы на упрощенную необходимо подать в ФНС до 31 декабря года, в котором зарегистрировано предприятие. «Упрощенка» значительно снижает налоговую нагрузку и упрощает сдачу отчетности в налоговую инспекцию.
Подбор помещения
Для размещения оборудования для производства, склада сырья и готовой продукции нужно приобрести или взять в аренду помещение порядка 100 м2. Производственное помещение должно быть отапливаемым, для работы с полимерным клеем температура внутри него не должна быть ниже 5 ⁰C. Складские помещения могут быть холодными. Выдерживается примерное соотношение площадь цеха/производительность плитки в смену:
- 30–50 м2 — около 20 кв. м;
- от 60 м2 — около 40 кв. м;
- от 100 м2 — около 60 кв. м.
Пример финансового расчета
Приведем пример производства резиновой тротуарной плитки в арендованном помещении площадью 100 кв. м. Стоимость производственной линии составила 1 700 000 рублей. Односменная работа, 3 работника (включая бригадира), 22 рабочих дня. Производится 60 кв. м резиновой плитки в смену.
Расходы
- На сырье (плитка толщиной 40 мм, плотность 840 кг/м3) составляют всего 869 руб./1 кв. м продукции: крошка: 25,5 × 16 руб. = 408 руб.
- полиуретановый клей: 2,4 × 220 = 428 руб.
- красящий пигмент: 0,35 × 95 = 33,5 руб.
На электроэнергию (термошкаф, пресс, миксер, освещение) составляют примерно 45 кВт в смену, итого оплата за месяц — 4 500 руб. ежемесячно.
На зарплату вместе с налогами — 150 000 руб.
На аренду помещения: 200 руб/ м2 × 100 = 20 000 руб/мес.
Итого основные общие расходы на производство составляют:
1 147 080 + 4 500 + 150 000 + 20 000 = 1321 580 рублей/мес.
В месяц производится 1320 кв. м резиновой плитки размером 500*500 мм. Ее средняя рыночная цена 1 800 рублей за кв.м. Выручка — около 1 755 600 руб. при продаже 70 % произведенной продукции. Летом традиционно строительных материалов закупают больше, зимой меньше. Прибыль — 434 020 руб./мес. Срок окупаемости вложений около 4-х месяцев. Многочисленные примеры говорят о том, уровень инвестиций в бизнес составляет в среднем 1,75– 2 млн рублей.
Направления сбыта
- Строительные подрядные организации (обустройство инфраструктуры в жилых массивах, общественных местах).
- Управляющие компании, организации ЖКХ (благоустройство, ремонт территории).
- Частные лица (обустройство загородных домов, дач, бассейнов).
- Организации ландшафтного дизайна (выполнение дизайн проектов на заказ).
- Спортивные учреждения, комплексы, занятые ремонтом и обустройством спортивных сооружений и площадок.
Анализ рынка: оценка конкуренции и рисков
Перед тем как разрабатывать бизнес-план производства резиновой плитки из резиновой крошки, следует проанализировать местный рынок подобной продукции и выявить конкурентов – их количество с каждым годом растет. Расширяется и ассортимент продукции, при выпуске которой используется крошка из покрышек.
Среди возможных рисков предприятия:
- нехватка специалистов, имеющих опыт работы в данной сфере;
- отсутствие достаточного числа поставщиков сырья;
- отсутствие спроса на продукцию;
- сезонность востребованности изделий, т. к. плитка укладывается преимущественно в теплое время года.
Расход полимерного клея
Полиуретановый клей стоит 140 рублей за кг. Расход напрямую зависит от следующих факторов:
- Количество клея зависит от фракции. Чем мельче фракция – тем больше потребуется клея.
- Для изготовления бесцветных плиток не нужно красителей. Красители высушивают клей, так что расход будет больше.
- Для изготовления плотной продукции требуется больше связующего.
Расход клея варьируется от 4 до 12% в зависимости от перечисленных выше условий.
Проиллюстрируем на примере:
- Бесцветная брусчатка, крошка 4-10 мм нуждается в 4% клея;
- Черная плитка, крошка 1,2-1,8 мм потребует 6%;
- Цветная плитка с идентичной крошкой – 7-9% клея.
Брусчатка из резиновой крошки 40 мм «Волна» (43 шт. в 1 м2)

Брусчатка из резиновой крошки 40 мм «Волна» (43 шт. в 1 м2)
Необходимо заготовить смесь из расчета на 3,256 м2.(10 уровней в телеге)
Смеситель № 1: (цветной слой):
Крошка фракции 1-3 мм. – 26,3 кг.
Краситель красный – 1,5 кг. если другой цвет то 1200 краситель и 300 гр. двуокись титана.
Смеситель № 2: (цветной слой):
Подготавливается поочередно со смесителем № 1, в тех же пропорциях.
Смеситель № 3: (черный слой):
Крошка 2-5 мм. – 35,8 кг.
Смеситель № 4: (черный слой):
Крошка 2-5 мм. – 35,8 кг.
При формовании на одну форму:
Декоративный, цветной слой: 0,221 кг.(221 гр.) смеси на 1 шт.
Черный слой 0,55 кг. (550 гр.) смеси на 1 шт.
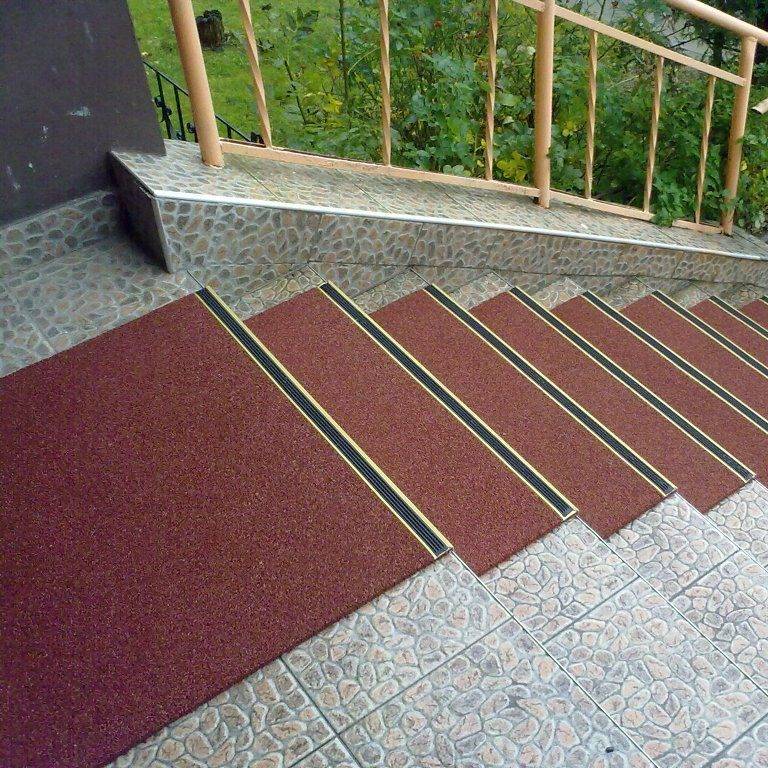
Советы по укладке и эксплуатации
Первое что нужно соблюдать, это выбор ровной поверхности. В качестве основания можно использовать асфальтированное покрытие, бетонное покрытие или просто утрамбованную почву. При планировке поверхности обязательно нужно соблюдать уклон, для улучшения стока воды.
 Особенности укладки плитки из резины
Особенности укладки плитки из резины
При толщине плиты меньше 30 мм, выбирается основание с твердой поверхностью, если толщина более 30 мм, то выбор основания не принципиален, главное, чтобы поверхность была ровной. При необходимости плитку можно разрезать на нужные детали при помощи электролобзика.
Для лучшей фиксации можно применять мастику или клей. Укладка может быть выполнена как ровными рядами, так и рядами произвольного направления.
Резиновое покрытие не очень требовательное к особому уходу. Это достаточно износостойкое и ударопрочное покрытие, поэтому для удаления с него грязи, достаточно полить его водой. При сильных загрязнениях участки этих мест можно обработать мыльным раствором и смыть водой, при необходимости можно потереть мягкой щеткой.
Можно воспользоваться шлангом с большим давлением воды, но только при условии, что струя не будет близко к резиновому покрытию. Оптимальное расстояние до покрытия составляет 300 мм.







Помещение
Желательно выбрать склад или производственное помещение в промышленном районе. Объект должен находиться в небольшой отдаленности от крупных городов
Важно учитывать аренду и транспортную развязку
Площадь определяется количеством и размерами оборудования, объемом производства. Для мини-цеха необходимо помещение в 100 кв.м. минимум, по высоте – 3 метра. Нужно выбрать отапливаемое помещение, где есть вода, электричество с напряжением 380 В. Потребуются помещения для готовой продукции и сырья
Важно и наличие склада площадью от 100 кв. м
Необходимы помещения для офиса и работников.
Пошаговый процесс изготовления резиновой плитки
Необходимо определиться, каким способом будет производиться изготовление плитки из резиновой крошки: с ноля, когда нужно измельчать шины, или на базе готового материала. На следующем этапе можно переходить непосредственно к производству.
 Плитки из резиновой крошки
Плитки из резиновой крошки
Изготовление смеси
Основу составляет резиновая крошка. На основании выбранного рецепта компоненты соединяют. Что нужно сделать при этом:
- засыпать резиновую крошку и пигментный краситель: компоненты кладутся в чашу строительного миксера – это резиновая крошка нужного помола и пигмент, но следует засыпать их поочередно, сначала крошку, а после краситель;
- в смесь добавить полиуретановый клей: длительность перемешивания компонентов – 4 минуты, после этого в состав можно добавить клей на полиуретановой основе, нужно выдержать около 8 минут прежде, чем продолжать работу.
 Смесь для резиновой плитки
Смесь для резиновой плитки
Раскладывание смеси по формам
Устойчивость изделий из резиновой крошки к воздействию внешних факторов зависит от качества подготовки на этапе формования. Для этого нужно придерживаться плана:
- Форму для будущей плитки смазать полиметилсалаксаном. Это вещество выступает в качестве антиадгезионного.
- Равномерно распределить смесь по форме. Используют гладилку – это инструмент в виде площадки с ручкой, он позволяет равномерно распределить массу по форме.
- Поверх засыпать второй черный слой. Он не содержит пигмент, готовится по рецептуре без красителя, в остальном технология та же.
- Поместить пластиковую форму в каркас пресс-формы. Полимерный корпус не отличается жесткостью, а потому при движении с места на место его стенки могут прогнуться. По этой причине следует всегда ставить такие емкости в каркас пресс-формы.
- Емкость герметично закрыть пленкой. Это создаст нужные условия для запекания сырья.
- Наклеить на пресс-форму промежуточный вкладыш, а поверх пресс-формы нужно расположить еще один.
Все манипуляции на данном этапе занимают до 30 минут – при работе с одним стендом.
 Производство резиновой плитки из крошки – дело не очень затратное
Производство резиновой плитки из крошки – дело не очень затратное
Способ изготовления №1: процесс формирования плитки путем холодного прессования
Изготовление резиновой плитки продолжается, когда заготовки отправляются в вулканический пресс. Это выполнятся в условиях средних температур. Тонкости процедуры:
- Ставится под пресс с помощью стенд-тележки. Для его транспортировки используется еще одна гидравлическая тележка. Когда стенд будет помещен под пресс, ее убирают.
- Выполняется движение штока – пресс-формы должны смыкаться. Это действие производится после нажатия кнопки «Пуск». Когда пресс-форма сомкнется, станок отключают.
- Форма убирается с помощью тележки. Сначала нужно вернуть шток пресса в прежнее положение. С помощью гидравлической тележки достают другую – стенд.
- Тепловая обработка: после пресса форма отправляется в термошкаф. На данном этапе включается термовентилятор или другой нагреватель. Длительность обработки составляет 6-8 часов.
- Готовую плитку нужно достать из термошкафа. Ее извлекают сначала из каркаса, затем – из стенда. Далее следует раскладывание резиновой плитки на стеллажах – но формируют не больше 4 ярусов.
 Пресс пуансон для резиновой плитки
Пресс пуансон для резиновой плитки
Способ изготовления №2: горячее прессование
Главное отличие этого способа производства – добавление вещества, ускоряющего процесс приготовления плитки, влияющего на структуру материала. В остальном технология сходна с «холодным» способом производства. Основные этапы:
- добавление катализатора: вещество не является основным компонентом, но применяется часто, делает смесь более тягучей;
- прессование под воздействием высокой температуры: после смешивания компонентов полученную массу отправляют в формы, выравнивают поверхность и помещают в вулканический горячий пресс, источник тепла в данном случае разный – электричество или пар, здесь изделия из крошки подвергаются давлению свыше 5 тонн;
- запекание в течение ограниченного отрезка времени – длительность зависит от толщины заготовки, например, для изготовления плитки 8-15 мм достаточно подержать ее под воздействием давления при температуре до 130°.
 Резиновая плитка — горячее прессование
Резиновая плитка — горячее прессование
Контроль качества – измерение и взвешивание
Необходимо использовать простые инструменты и способы для определения качества готовой продукции:
измеряется толщина;
проверить плотность углов, если она низкая, в следующий раз при производстве плитки из резиновой крошки нужно обратить особое внимание на эту особенность – рекомендуется сжимать материал на данных участках;
производится взвешивание каждой плитки, чтобы отправить ее на контроль.
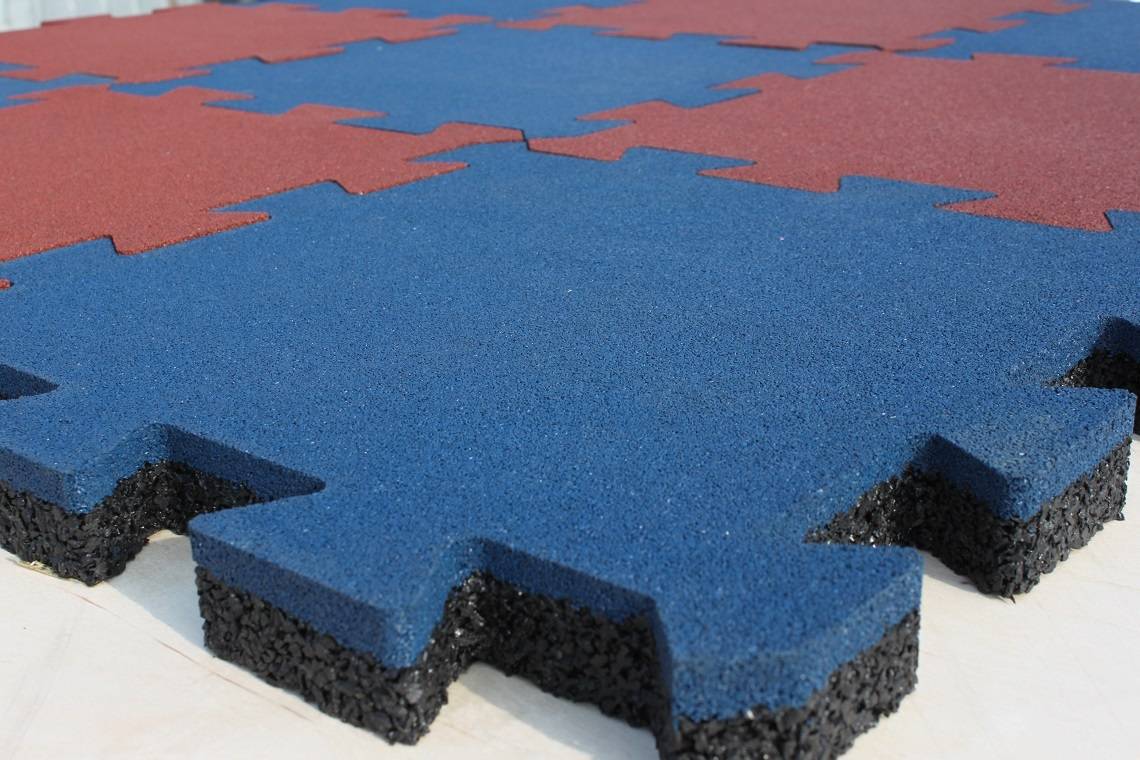
 Укладка резиновой плитки
Укладка резиновой плитки
Выгодный ли это бизнес, и как его построить. Пример бизнес-плана
Для производства плитки необходимо организовать поставки сырья, основным компонентом является измельченная резина. Используют преимущественно старые покрышки. Их измельчают, сортируют по типу материалов
Нужно понимать, насколько важно удалить остатки корда. Резину перерабатывают, используют для получения отделочного материала
Считается достаточно подготовить 8 кг сырья, чтобы произвести 1 м2 плитки. Это лишь пример, но такой бизнес считается выгодным, учитывая, что затраты на его организацию не так уже велики. Он рентабельный, о чем свидетельствует показатель, составляющий 20-40%.
Регистрация и получение лицензии
Доступные варианты: ИП, ООО. Первая из форм бизнеса требует меньше усилий для регистрации, но она больше подходит для открытия мини-цеха. Если в планах есть дальнейшее развитие, будет правильно выбрать другой вариант – ООО. Он позволит сотрудничать с компаниями, расширять бизнес. Коды ОКВД:
- 1 – «производство резиновых изделий»;
- 19 – «производство прочей продукции из резины»;
- 43 – «устройство покрытий для пола и стен; настил из резины, пластика и ковровые покрытия».
Лицензию нужно получить тем, кто выбирает направление компании, связанное с производством крошки из резиновых покрышек, а также плитки. Если же планируется только изготавливать отделочный материал, а сырье закупать в готовом виде, то этот этап пропускается.
Бизнес-план
Поиск, аренда/покупка помещения под офис и склады
Чтобы построить свой бизнес, нужно найти помещение
Важно учесть технические характеристики объекта:
- площадь склада должна быть более 100 м2;
- высота потолков – не менее 3 м;
- наличие отопления и коммуникаций – водоподведения, канализации, электроснабжения.
Поиск можно начать с запроса в браузере. Если средства позволяют, следует сразу купить здание, но для развития начинающего бизнеса рассматривают вариант аренды. Назначение помещения:
- склад сырья;
- подготовительный участок;
- формовочная зона, где установлено основное оборудование;
- склад готовых изделий.
 Резиновая крошка из отработанных шин
Резиновая крошка из отработанных шин
Закупка оборудования
Следует решить, какую часть бюджета можно будет потратить на покупку станков. Исходя из этого, делается выбор в пользу новой техники или оборудования б/у. Стоимость последних намного меньше. На начальном этапе можно закупить лишь самые необходимые станки. По мере роста финансовой стабильности можно докупить технику.
Поиск квалифицированных работников
Количество работников определяется числом операций, которые необходимо производить. Если пока используется несколько основных станков, можно взять на работу столько же человек. Нужно продумать и возможность погрузки, доставки продукции, поэтому следует нанять водителя, грузчиков.
 Завод по утилизации шин для изготовления резиновой плитки
Завод по утилизации шин для изготовления резиновой плитки
Поиск поставщиков для закупки сырья
Если не планируется изготавливать крошку самостоятельно, следует брать в расчет производителей такого сырья. Достаточно договориться с ними о поставках нужного количества материала. Его стоимость не так велика – в среднем 15000 руб. за 1 тонну крошки.







Успешный менеджмент – обширный рынок сбыта
Необходимо найти не только поставщиков сырья, но и покупателей. Чем выше качество продукции и ниже цена, тем быстрее будет расширяться рынок сбыта. Учитывая, что область применения отделочного материала достаточно широка, найти покупателя не составит труда: в сфере строительства, здоровья, спорта, досуга и т. д.
 Резиновый коврик
Резиновый коврик
Требования к помещению
При подборе помещения необходимо учесть следующие моменты:
- Площадь помещения от 100 квадратных метров (если нет переработки шин);
- Потолок высотой не меньше 3 метров;
- Наличие стабильного электроснабжения в 380 вольт;
- Исправные водоснабжение и отопление;
- Мощная вентиляционная система.
В выбранном под производство помещении должны быть оборудованы разные секторы:
- Складдля хранения сырья, а именно крошки, клея и красителей.
- Зона для замешивания и расфасовки по формам.
- Зона для прессования.
- Сушильная камера.
- Место для хранения запрессованных форм
- Второй склад для хранения готовых изделий.
- Зона для персонала, где должны быть установлены туалетная комната с необходимой сантехникой и мебель для отдыха.
Актуальность бизнеса
Готовая продукция точно найдет своего потребителя из-за широкого спектра областей, в которых она может быть применена. Покрытие для загородного дома, садового участка, промышленных объектов и разнообразных общественных зданий.
Продукция будет одинаково востребована как для частного покупателя, так и для оптового. Достаточно изготовить материал для покрытия и продать его в строительный магазин, который осуществит дальнейший сбыт резиновой плитки. Как известно, спрос рождает предложение, а клиентов, желающих приобрести плитку очень много. Но следует учитывать, что для производства продукции требуется заранее позаботиться насчет вопросов поставок.
Для поставки готового материала в малых количествах очень хорошо подойдет реклама в местных печатных изданиях, а также газетах, которые выпускаются в тех местах, где существуют коттеджные поселки.
Технология дробления
Известно два способа переработки вторичного сырья:
- Ударно-волновое. Покрышки загружаются в специальную камеру. Там происходит процесс ударно-волнового дробления. Преимущество в том, что весь процесс автоматизирован. Этой установкой способен управлять один человек.
- Механические. В этом случае дробление происходит посредством специальных режущих элементов. Для организации небольшого производства это оборудование идеальное решение. Оно имеет гораздо меньшую стоимость.
Технология механического дробления сводится к следующему:
- Сначала изымается посадочное кольцо из покрышки.
- После этого шина разрезается на полоски шириной 50 мм.
- Затем удаляются все оставшиеся посадочные кольца.
- Далее все перемещается в емкость, в которой разрезанные ленты перетираются.
- На выходе крошка получается фракции размером от 1 до 5 мм.
- Заключительный процесс сводится к сортировке фракций резиновой крошки.
Состав и производство
 производство резиновой тротуарной плитки
производство резиновой тротуарной плитки
Резиновые тротуарные плитки создаются на основе колесных покрышек, выведенных из строя и отправленных на утилизацию. Они становятся источником исходного сырья — резиновой крошки, которая смешивается с клеящим составом и безопасными пигментами.
Разработка плитки и добыча резиновой крошки — это разные мероприятия, но они часто осуществляются одним предприятием и разделяются на отдельные этапы:
- Изначально происходит разрезание шин вдоль на длинные полосы шириной 30-40 мм.
- Лента рубится на квадраты, измельчается и отделяется от основной массы. Остатки резины подаются через резервуар со стальными валами и приобретают состояние пыли или крошки. После такой обработки из исходного сырья выходят любые металлические элементы.
- Полученная консистенция разбавляется клеем для плитки и пигментным красителем. Чтобы сэкономить последнее средство и повысить значения упругости, плитку делают 2-слойной. Верхний слой состоит из мелкоразмерной крошки, а нижний — из резины с фракцией 3-5 мм. Чтобы придать поверхности материала какой-либо цвет, верхний слой разбавляется красителем. При использовании однослойной плитки ее формируют из мелкой крошки.
- Дальше полученная из крошки и клея масса высыпается в прессовальное оборудование, где из нее создаются будущие плиты. Такой этап осуществляется с помощью разных технологий — холодное прессование или вулканизация. Первый метод подразумевает выдерживание материала под прессом в течение 72 часов, а второй — 30-минутную обработку в печи с температурой 150°С. Извлеченная из пресса конструкция скатывается в рулоны и подходит для прямого применения.
Состав резиновой плитки
Резиновая плитка – новое веянье в сфере строительных материалов. Изготавливается из крошки мелкого помола, после проведения ряда манипуляций над сырьем получают продукцию с высоким показателем эластичности. За счет этого обеспечивается травмобезопасность.
Сырье для изготовления плитки предлагается в изобилии. Крошка, полученная из шин, не представляет угрозы для природы – не выделяет токсичных веществ, что является важным преимуществом. Благодаря слабой амортизационной способности и относительной мягкости, легкости отмечается расширение области применения такого вида покрытия в разных сферах: на стадионах, детских площадках, на пешеходных зонах, в парках, на набережных и т. д.
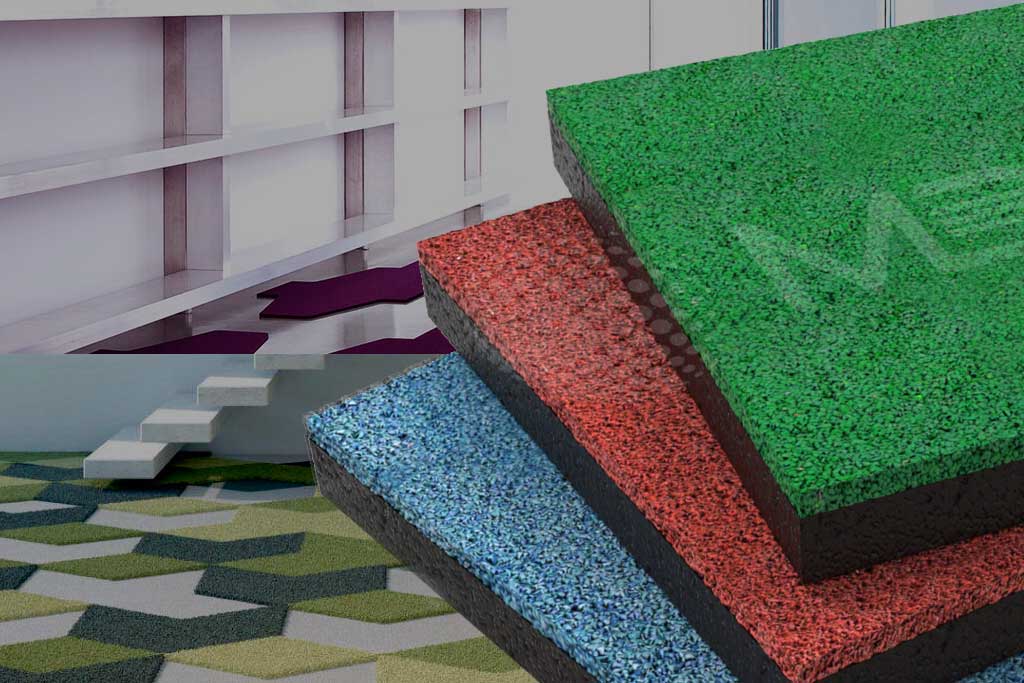
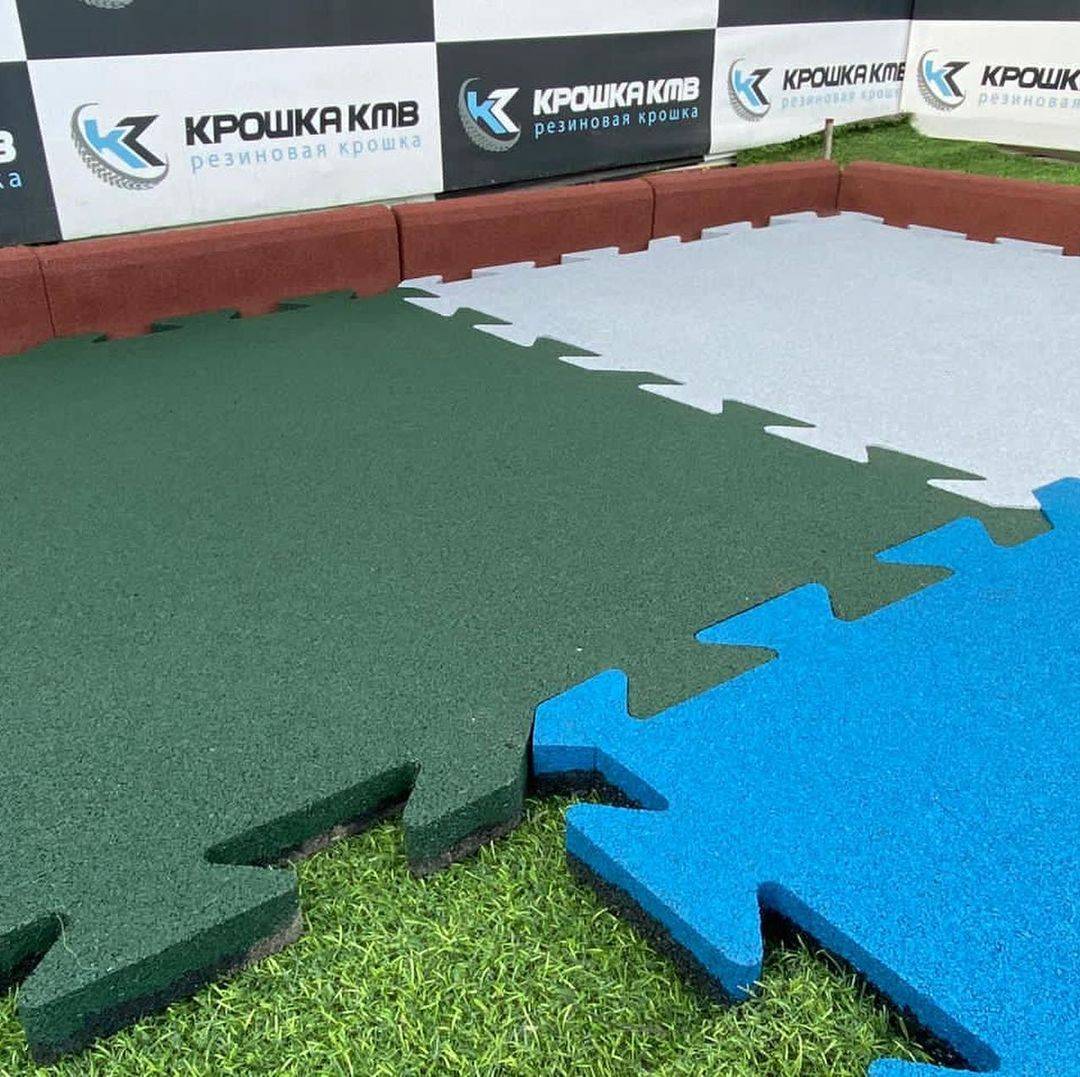
 Напольное покрытие, произведенное на основе измельченной резины
Напольное покрытие, произведенное на основе измельченной резины
Материал называют однокомпонентным, но это не так. В состав входят и другие вещества. Если не применять их, останется одна лишь резиновая крошка. Нужен клей, чтобы она превратилась в эффективное и практичное покрытие.
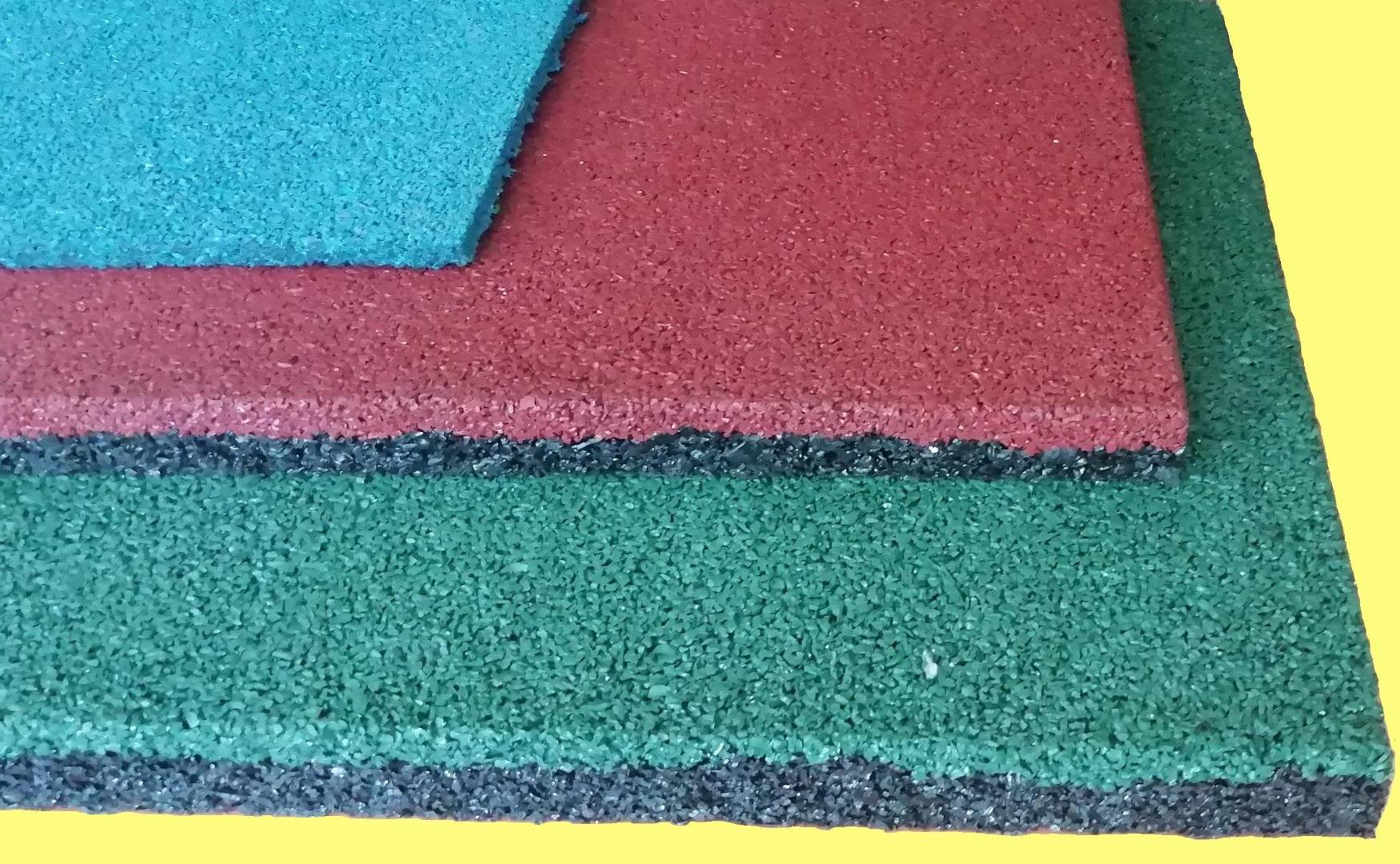
Резиновая крошка
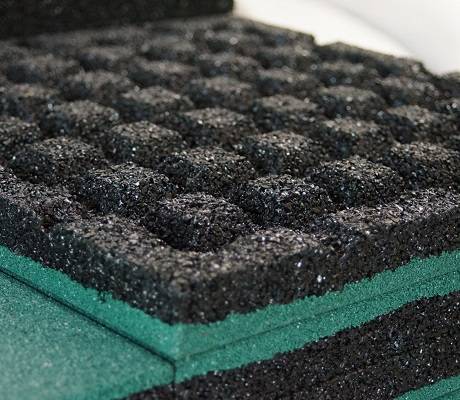
Плитка характеризуется разными размерами, но есть наиболее популярные: 500х500 мм и 1000х1000 мм толщиной 10-45 мм. Структурно материал состоит из крошки, но может использоваться сырье с разным размером фракций, за счет чего обеспечивается эстетика изделия. Также применяется технология последовательного литья/прессования, когда сначала уплотняется слой сырья одного типа (размер фракции составляет 2-5 мм), на последнем этапе – крошка с другими свойствами – не более 2 мм.
Она отличается цветом и формой, а срок службы значительный. Нижний слой тоже важен, его основная функция – демпфирование, а потому для изготовления используется крупнодисперсная крошка. Она не должна включать в себя остатки корда (в основе производства – переработанная шина), металлического или текстильного.
 Резиновая крошка
Резиновая крошка
Полиуретановый однокомпонентный клей
Резина может размягчаться, но способ ее расплавления и литья готовой продукции не используется, т. к. не является достаточно эффективным. Вместо него, применяется вариант добавления синтетического клеящего состава. Он производится на полиуретановой основе, используется для скрепления фракций сырья при производстве плитки из резиновой крошки. Рекомендации по применению клея:
- на 1 кг сырья берут не менее 250 г связующего вещества;
- чем острее крошка, тем больше требуется клея;
- покрытие высыхает в течение 15-20 часов, после этого можно пользоваться им.
Пигментный краситель
Существуют разнообразные виды пигмента, отличаются они оттенком, но структура единая – это неорганические железоокисные красители. Причем можно использовать как универсальные, так и специальные его варианты. Краситель добавляется на начальном этапе производства, когда есть возможность тщательно перемешать компоненты, равномерно распределить окрашивающий компонент по всей толщине будущего изделия.
 Пигменты для резиновых покрытий
Пигменты для резиновых покрытий
Автомобильные шины как сырье для вторичной переработки
Все больше и больше стран последнее время уделяют внимание проблемам использования отходов при производстве, включая изношенные шины, которые являются одними из самых многотонных полимерных отходов. Шины, уже вышедшие из эксплуатации, приносят большой вред экологической среде, так как места их накопление только способствуют обитанию ряда грызунов и насекомых. Резина имеет высокую стойкость к воздействию внешних факторов и нет смысла сжигать такой ценный в хозяйстве материал
Процесс утилизации шин путем сжигания длительное время загрязняет окружающую среду. Как известно, резина в результате сжигания, выделяет токсичные и вредные компоненты, которые оказывают разрушающее влияние на окружающий мир
Резина имеет высокую стойкость к воздействию внешних факторов и нет смысла сжигать такой ценный в хозяйстве материал. Процесс утилизации шин путем сжигания длительное время загрязняет окружающую среду. Как известно, резина в результате сжигания, выделяет токсичные и вредные компоненты, которые оказывают разрушающее влияние на окружающий мир
Шины, уже вышедшие из эксплуатации, приносят большой вред экологической среде, так как места их накопление только способствуют обитанию ряда грызунов и насекомых. Резина имеет высокую стойкость к воздействию внешних факторов и нет смысла сжигать такой ценный в хозяйстве материал. Процесс утилизации шин путем сжигания длительное время загрязняет окружающую среду. Как известно, резина в результате сжигания, выделяет токсичные и вредные компоненты, которые оказывают разрушающее влияние на окружающий мир.
Намного рациональнее измельчить шины на мелкие фракции и использовать в качестве сырья для производства полезных и долговечных строительных материалов. В современном быту много областей, где используется резиновая крошка – она хорошо себя зарекомендовала и обретает все большую популярность. Из года в год спрос на этот продукт растет. Крошку используют во многих отраслях, например:
- применяют при строительстве автомобильных дорог и подкладок для рельс;
- при облагораживании территорий вокруг муниципальных и коммерческих объектов;
- при строительстве детских и спортивных объектов, а также для многих других пригодных нужд.
Еще одной проблемой использования изношенных шин является экономический фактор, поскольку стоимость потребностей хозяйства постоянно повышается. Кроме того, после ликвидации свалок изношенных шин, освободятся значительные площади занимаемых ими земель для использования по назначению.
Требования, предъявляемые к мини-цеху
Даже для установки мини-линии необходимо подобрать подходящее помещение. Оно должно соответствовать нескольким критериям:
Установить пресс и дробилку можно в помещении, площадь которого составляет 80 кв.м. и более.
Высота потолков должна быть не ниже трех метров.
Мини-цех должен в холодное время обязательно отапливаться
Важно поддерживать в нем температуру не ниже +15 градусов.
Для подключения оборудования необходимо выделить отдельную, электролинию, мощность которой составляет 20 кВт и выше.
Аппаратура может быть установлена только на идеально ровные полы.
Оборудование во время работы создает определенный шум, поэтому по нормам все жилые постройки должны находиться от цеха на расстоянии не менее трехсот метров.
Технология укладки покрытия из резиновой крошки
Укладка бесшовного покрытия из резиновой крошки может производиться как в один слой, так и в несколько. В первом случае приготовленная смесь выкладывается на подготовленное основание и разравнивается требуемым слоем с помощью прави́ла, полутерка или ракели, смоченной в антиадгезионном составе.
В качестве такого средства можно использовать мыльную воду, уайт-спирит или скипидар. После заглаживания, поверхность смеси требуется прикатать, используя валик для укладки резиновой крошки. В результате этой операции покрытие уплотняется и образуется гладкая текстура.
Не рекомендуется слишком сильно давить на валик, это снизит упругость, водопроницаемость и морозостойкость резинового покрытия.
Для повышения производительности работ применяется укладчик резиновой крошки, который одновременно может являться и миксером для приготовления состава. При движении по направляющим, которые являются маяками, из его бункера на поверхность основания равномерно подается готовая смесь.









В зависимости от конструкции, такое оборудование для укладки резиновой крошки, способно за один проход покрывать захватку шириной 1,5-3 м, при этом соблюдается высокая точность толщины слоя. Выравнивание и укатка производятся автоматически под контролем оператора. Своими руками остается исправлять только мелкие огрехи, которые возможны при укладке резинового покрытия на больших площадях.
При укладке в покрытия два слоя нет необходимости в нижний добавлять пигмент для резиновой крошки, поэтому смесь для него изготавливают без краски. Для увеличения упругости покрытия может применяться резиновая крошка более мелкой фракции (0,5-2,5 мм). Это повышает удельный вес (снижает пористость) и делает нижний слой более жестким.
При устройстве бесшовного резинового покрытия по мягкому основанию рекомендуется проложить между слоями стекловолоконную сетку, предварительно закрепив ее с помощью строительного степлера. Такое армирование значительно усилить прочность резинового покрытия. Эти работы можно проводить только после затвердевания первого слоя.
Второй слой бесшовного покрытия делается более тонким (10-15 мм) и может как включать в себя определенное количество EPDM-гранул, так и полностью состоять из этиленпропиленового каучука. Во втором случае добавление красителя не требуется, так как EPDM-крошка уже имеет окраску, нанесенную при ее производстве.
Технология устройства резинового покрытия позволяет создавать на нем узоры, рисунки и спортивную разметку различных цветов. Для этого по готовой затвердевшей поверхности по трафарету острым ножом вырезают участок с контуром будущего рисунка или разметки.
Края обклеивают малярным скотчем, чтобы предотвратить окрашивание основного покрытия, а вырезанный участок заполняют смесью с другим колером. Благодаря высокой адгезии полиуретанового связующего, такой рисунок будет монолитен с общим покрытием.
Для снижения финансовых затрат при устройстве бесшовного покрытия применяется комбинированный способ нанесения смеси. Основной слой из неокрашенной резиновой крошки наноситься вручную или с помощью механизированного укладчика, а верхнее декоративно-защитное покрытие выполняется из EPDM-гранул очень мелкой фракции (0,5-1,5 мм) и наносится распылением с помощью спрей-установок на базе компрессора слоем в 3 мм.
Так как этиленпропиленовый каучук имеет более высокие эксплуатационные характеристики, то стойкость к истиранию такого покрытия значительно выше, а следовательно увеличивается и его долговечность. К тому же в процессе производства работ не используются пигменты для окрашивания нижнего слоя, а скорость нанесения такого бесшовного покрытия возрастает.
Скорость твердения состава резинового покрытия зависит от температурно-влажностного режима. Разрешено производить работы при влажности воздуха в 60-80 %, и температуре от +5 до +30 °C. Оптимальными условиями полимеризации полиуретанового связующего являются показатели +25 °C и 70 % влажности. Эти же требования относятся не только к воздуху, но и к основанию.
При производстве работ на открытой площадке во время твердения смеси не допускается попадание атмосферной влаги на поверхность покрытия. Частичный набор прочности, после которого разрешается пешеходная нагрузка на покрытие происходит через 12 часов. Полная эксплуатация покрытия допускается через 24-48 часов.
Советы начинающим предпринимателям
Решаясь на покупку нужного оборудования, начинающий предприниматель должен знать о рисках, сопровождающих подобные сделки.
Главное в этом вопросе решить вопрос о поиске ответственного поставщика основного сырья (покрышки шин). Как правило, опытный поставщик способен подсказать, как можно выгодно реализовать готовую продукцию, помочь составить первые схемы продаж.
Перед запуском линии важно позаботиться о приобретении сертификата качества выпускаемой продукции. Без этого документа рынок сбыта сотрудничать не будет
Опытные предприниматели, выбирая производителя оборудования или его дилера, отдают предпочтение тем из них, кто берет на себя обязательства по доставке аппаратуры, ее установки и запуску, а потом и техническому обслуживанию.
Уход и чистка покрытия
Плитка устойчива к колебаниям температуры и различным погодным факторам, поэтому никаких особых сложностей в уходе за резиновым покрытием не существует.
Легкие загрязнения смывают водой из шланга. Грязь и пятна оттирают щеткой с любым моющим средством. Мусор, песок, опавшую листву и небольшие камешки сметают веником или метелкой. При желании можно воспользоваться строительным пылесосом. Снег и оледенения зимой убирают при помощи лопаты (пластиковой или деревянной). Приспособлениями из металла пользоваться не следует, т. к. они могут повредить поверхность настила.
Технологический процесс
- Дробление резины, получение крошки.
- В смеситель добавляются фракция резины, полимерный клей, красители и модифицирующие добавки.
- Смесь перемешивается и загружается в специальные пресс-формы.
- Прессование сырьевого материала до плитки нужной толщины и формы.
- Запекание – это финишный процесс. Есть два способа: «при холодном» пресс-формы отправляются в термо-шкафы. Там сырье подвергается обработке при низких температурах.«Горячая» вулканизация требует высоких температур.

При горячей обработке на плитку оказывается давление при температуре 140С. Процедура занимает 15 минут. Холодная обработка длится 4 часа и более, а температура – всего 80 С.





