

Как согнуть профильную трубу – простейший трубогиб
Необязательно мастерить сложное устройство из валков, рычагов и станины. Для сгибания профильных труб небольшого сечения достаточно простого способа например:
Заполнение песком
Во внутреннюю полость заготовки засыпается песок, предпочтительно мелкий речной. Песок предварительно просеивается и сушится. Отверстия с торцов заглушаются пробками. Далее профильная труба гнется вокруг шаблона требуемой формы.
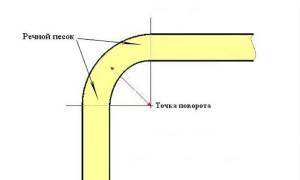
При необходимости место сгиба можно предварительно прогреть паяльной лампой или газовой горелкой.
ВАЖНО! При таком способе необходимо контролировать боковые стенки заготовки. Если превысить критический радиус – труба сложится, как карточный домик
Заполнение водой
На самом деле, гнуть профиль с водой бессмысленно. Поэтому сначала ее надо заморозить. Для этого трубу затыкают с одной стороны пробкой (можно использовать обычный пластилин), заполняют водой и выставляют на мороз.
Важно! Второй конец заготовки оставляют открытым, чтобы не «порвать» трубу при расширении льда. Замерзшую профтрубу гнут на шаблоне
Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы
Замерзшую профтрубу гнут на шаблоне. Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы.
Пружина (самодельный дорн)
Предварительно из стальной проволоки вьется пружина, габариты которой на 3-5%!м(MISSING)еньше внутреннего сечения профиля. Готовая оснастка помещается вовнутрь, и профтрубу можно гнуть традиционным способом вокруг шаблона. После окончания работ пружина извлекается, выравнивается и ее можно использовать повторно.
Популярное: Что такое матрица и пуансон, в чем главное отличие?
Резка и сварка
Следующий способ применим в случае, когда радиус загиба мал, а профиль толстостенный и прочный. С внутренней части предполагаемого загиба болгаркой выпиливаются сегменты, геометрия которых рассчитывается перед началом работ.
Труба гнется до необходимого радиуса, а сомкнутые края вырезов завариваются любым способом. Для эстетики, места сварки шлифуются болгаркой.
Важно! Перечисленные способы «работают» на мускульной силе, поэтому применяются лишь для тонкостенного профиля небольшой прочности. Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент
Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент.

В промышленных масштабах профилированный погонаж гнут с помощью специальных станков, многие их которых оснащены ЧПУ. Это вовсе не означает, процесс нельзя повторить в домашних условиях.
Как минимум, существуют ручные трубогибы для профильной трубы, которые справляются с довольно большим сечением и малыми радиусами изгиба.

Какие нужны материалы и нюансы конструкций
Основание трубогиба делают из швеллера или двух сваренных уголков. Толщина полочек — не менее 3 мм, ширину полок и спинку швеллера подбирайте под имеющиеся детали. Одно правило — основание должно быть массивным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно фиксировать станок к какому-то тяжелому основанию при помощи саморезов большого диаметра. Фиксация нужна, так как при изгибе труб с толстой стенкой усилия приходится прилагать значительные и удобнее работать, если станок закреплен прочно.
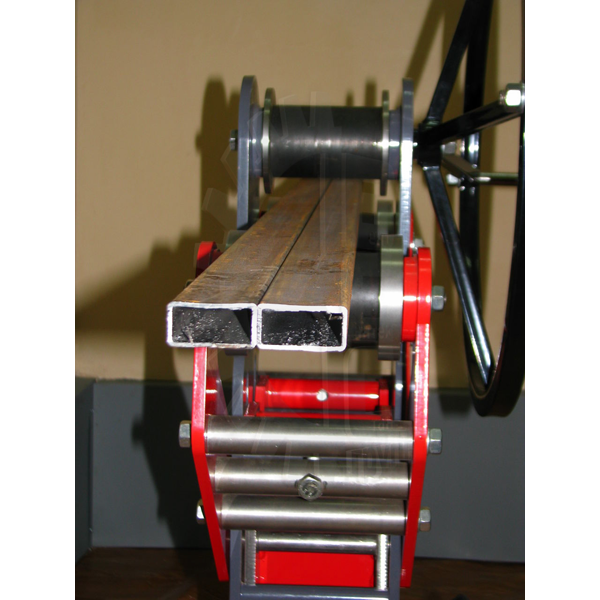
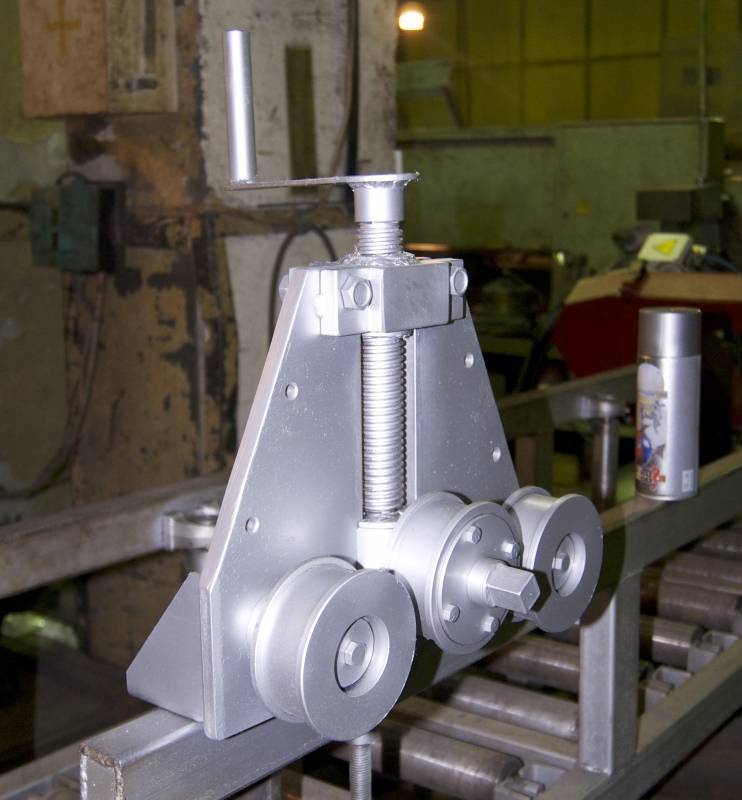
 Так выглядит станина в приваренными стойками для крепления подвижного ролика
Так выглядит станина в приваренными стойками для крепления подвижного ролика
Несколько слов о роликах. Они должны быть сделаны из хорошей, качественной, желательно, закаленной стали. Именно на ролики и на оси, которые их удерживают, приходится большая часть нагрузки.
Надо сказать и о форме роликов. Они не должны быть гладкими — по краям должны быть валики, которые не дадут «гулять» трубе во время проката. Только при таких условиях дуга из профильной трубы будет ровной, а не покрученной. В идеале под каждый размер трубы нужны свои ролики. Но тогда конструкция усложняется — их надо делать съемными, продумывать надежный способ крепления. Второй вариант — сделать ролики сложной формы, такие как на фото. Выточить несколько ступенек под разные размеры труб.
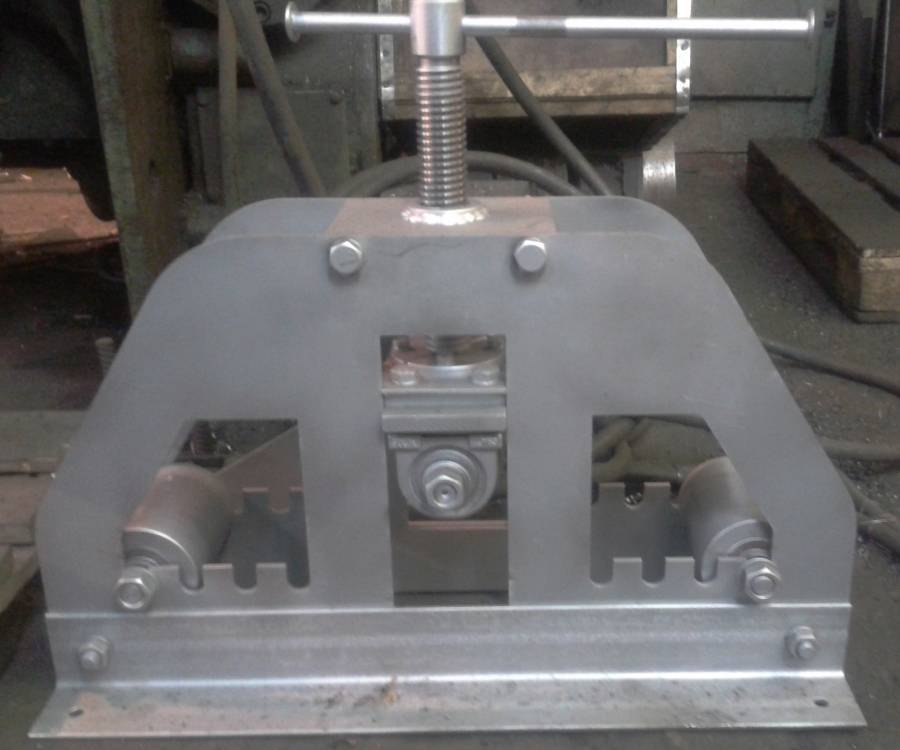
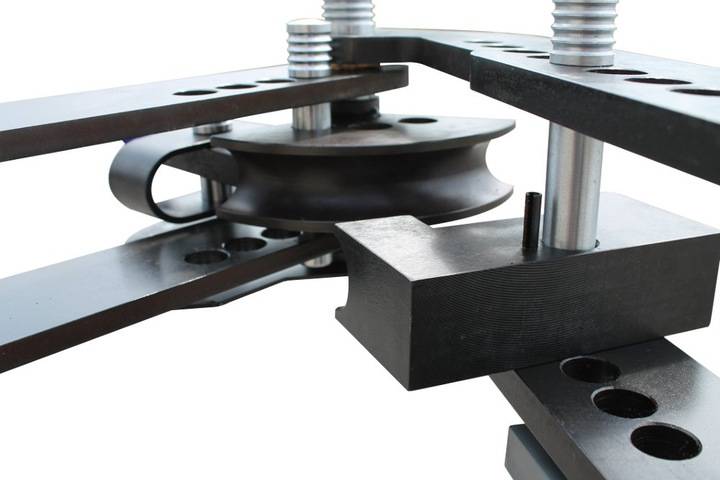
 Ролики для гибки профильной трубы разной ширины
Ролики для гибки профильной трубы разной ширины
На том же фото видно, что верхняя часть станины неровная, а зубчатая. С помощью таких зубьев можно ролики переставлять на разное расстояние и таким образом тоже регулировать радиус изгиба.
В общем и целом, собирают самодельные гибочные станки для профильных труб из того, что имеется под рукой или того, что найдут/купят недорогого. Кто имеет возможность — вытачивает ролики, вставляет подшипники. У кого такой возможности нет, используют то, что есть — вплоть до втулок от велосипедных колес. В целом надо понять конструкцию и
Сфера применения профилегибов
При производстве металлического проката изделия проходят строгий контроль на соответствие геометрическим нормам. Продукция имеет минимальные отклонения по всей длине. Исключения составляют литые и обработанные на металлургических предприятиях изделия.
Монтируя конструкции оригинальной, нестандартной формы необходимы детали сложной конфигурации.

Монтируя металлические конструкции нестандартной формы вам понадобится профилегибочный станок
Помощником в этой работе станет станок для гибки металла, способный изменить изначальную геометрию таких видов проката, как:
- прутки различного диаметра;
- трубы, в том числе, квадратного профиля;
- прямоугольные, овальные и фигурные металлические заготовки;
- арматура, швеллера, уголки, балки и другие стандартные виды проката.
Промышленность предлагает готовое оборудование для обработки вышеназванной продукции, но затраты на его приобретение для домашнего пользования могут никогда не окупиться.
Сделанный своими руками станок обойдется на порядок дешевле, а основные операции, необходимые при производстве деталей для домашнего хозяйства, строительства и оборудования для обработки земли будут успешно выполнены:
- замкнутые элементы из проката различного диаметра;
- изготовление колен и деталей сложной формы из труб;
- сложные формы элементов конструкций, изогнутых по чертежу, шаблону в нескольких плоскостях;
- спирали.

Вложения в самодельный станок не ударят по семейному бюджету. Зато оборудование позволит значительно сэкономить на заказе сложных деталей в специализированных организациях.







Преимущества станка, сделанного своими руками
Значительно расширятся возможности домашнего мастера по производству необходимых технологических и эстетических элементов различных по назначению конструкций. Этот простой ручной станок позволит воплотить в реальность многие задумки. Сделать его можно порой из того, что уже есть в доме, за исключением нескольких деталей, которые по доступной цене можно приобрести на рынке или заказать их изготовление.
Внимание! Тонкостенные трубы, профили сложной конфигурации гнуть профилегибочным станком без подогрева или валов специальной формы не получится. Одним из приемов, которыми пользуются опытные мастера, является наполнение внутреннего пространства песком
Важно поместить его туда максимально плотно. Для этого один конец закрывают трубкой и, постукивая по заготовке, утрамбовывают, подсыпая по мере надобности необходимое количество песка
Подобным методом можно избежать гофра и искажений профиля
Для этого один конец закрывают трубкой и, постукивая по заготовке, утрамбовывают, подсыпая по мере надобности необходимое количество песка. Подобным методом можно избежать гофра и искажений профиля.
Типы заводских приборов для гибки
Модельный ряд различается по наличию элементов и целевому назначению:
- Ручные приборы;
- Электрическое оборудование;
- Гидравлические станки.
Каждый из них имеет собственные особенности.
Ручной трубогиб
Это станок, изгибание трубопроката на котором производится своими руками. Иногда это может быть обычная ручка гидронасоса. Если посмотреть на фото станков, видно, что это предельно простые типы оборудования, не работающие с большими элементами. Но даже самодельный трубогиб ручной способен отлично сработать с металлическими, полимерными или нержавеющими трубами. Плюсы:
- Доступная цена, если станок самодельный, то экономия очевидна;
- Не требуется опыта ввиду примитивности прибора;
- Компактные размеры обеспечивают простоту транспортировки и расположения.
Недостатки:
Виды электрических трубогибов
- Сниженная скорость работы;
- Функциональность более видна на мягких металлах;
- Не подходит для изгибания массивных труб повышенной толщины стенок;
- Не всегда достигается 100% точность изгиба;
- Невозможность сделать на малом отрезке несколько изгибов.
Как правило, трубогиб, где работать нужно только своими руками, прилагая мускульную силу, используется в домашних условиях. Очень хорошо применять данный прибор с медью, алюминием и мягкой сталью. Но трубопрокат должен быть малого диаметра. При всех минусах, самодельный прибор пользуется сегодня наибольшей популярностью, из-за экономии финансов и простоты изготовления.
Гидравлический станок для гибки
Это оборудование, которое работает от сети. Может быть как самодельный, так и заводского изготовления. Использование оборудования позволяет работать с большими объемами. Технология проста: посредством зажимов трубный прокат помещается в станок, где происходит изгибание без приложения усилий. Работать можно только своими руками без привлечения помощи, а наличие дополнительных роликов помогает обработать трубы различного диаметра.
Достоинства оборудования:
- Не нужен большой опыт и даже если пользователь берется за оборудование первый раз, он отлично справиться с поставленной задачей;
- Оперативность обработки обуславливается тем, что не нужно гнуть трубы своими руками, все делает гидравлика;
- Можно согнуть довольно толстые трубы.
Минусы:
- Простота применения прибора обусловила повышенный спрос и цену;
- Невозможно гнуть тонкостенные трубы, оборудование заламывает элементы.
Электрический трубогиб
Это громоздкая конструкция, которая является высокоточным прибором для выполнения больших объемов работ. Отличается оборудование от прочих технологией обработки, принципом изгиба, способом управления. Для выполнения цели, нужно намотать необходимый радиус и поместить элемент в станок, все действия происходят в автоматическом режиме, и градус изгиба полностью соответствует предварительным чертежам.
Достоинства:
Виды трубогибов для сгибания круглых труб
- Высокая точность работ;
- Возможность сгибать заготовки любого диаметра;
- Показан для работы с круглой, тонкостенной трубой и для толстостенных изделий различного сечения.
Минусы:
- Дорогая стоимость;
- Большие габариты;
- Стационарность станка.
Лучшие варианты самодельных трубогибов для профиля
Преимущество трубогиба – расширенный диапазон действия. Да, целевое назначение – согнуть трубу. Но радиус может быть любым, но главное, он будет плавным. Гнуть можно профиль любого типоразмера, если чертежи трубогиба позволяет «пропускать» его через рабочий сдавливающий механизм. При этом следует различать, что есть ручные приспособления, станки, оснащенные механическим или электрическим приводом. Каждый тип имеет ряд особенностей. Отличается стоимость, затраты на сборку, что также имеет значение.
Ручной трубогиб
Смонтировать такой трубогиб своими руками проще всего. Количество механических узлов минимально. Чтобы разработать чертеж не нужно производить сложные расчеты. Единственный минус – такая установка подойдет для профильной трубы малого сечения. Зато для людей, у которых металлообработка – хобби, это устройство подойдет, как нельзя больше. А состоит оно из следующих узлов:
- опорные катки;
- упорный ролик;
- детали шасси;
- регулировочный винт;
- рукоятка подачи.
Принцип действия аналогичен тому, по которому работают прокатные станы. Все комплектующие изготавливают из стали высокой марки. Если использовать, скажем, деревянные, полимерные или пластиковые ролики, такой трубогиб профильных труб подойдет только для самого малого сечения. Чем надежней и прочнее устройство, тем толще может быть прокат.
Механизированное мощное устройство
Чтобы работа шла быстрее, и можно было гнуть толстостенный профиль, придется сделать трубогиб с механическим приводом, который бы работал по принципу понижающего редуктора. Тогда при небольшом усилии на рычаг, можно добиться большого давления валиков. Это значительно ускорит и облегчит процесс. Еще один вариант – оснащение устройства электродвигателем в шестернями. Цепная передача неприхотлива, проста в обслуживании, надежна и долговечна. Комплектующими такого станка является:
- рама, сваренная из швеллеров или двутавров;
- два металлических прокатных ролика;
- три передаточных шестеренки;
- цепь металлическую;
- редуктор и электродвигатель 960 – 1500 об./мин.
Цепь – единственный элемент, который нуждается в периодическом обслуживании. ТО заключается в смазывании. Некоторые схемы и чертежи предусматривают натяжной механизм, которые не позволит звеньям спасть с шестеренок в результате растягивания и провисания.
Гидравлический вариант трубогиба
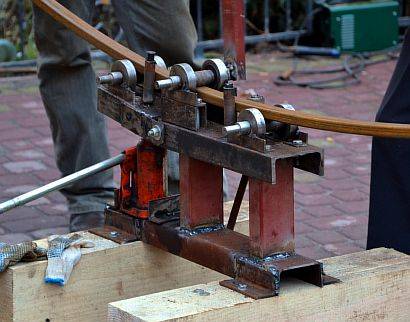
Такой самодельный изгибочный станок отличается повышенной мощностью, что увеличивает диапазон возможностей. В качестве гидроцилиндра можно использовать обычный автомобильный домкрат, подобрав его по грузоподъемности и размерам. Причем при такой комплектации сгибают даже те трубы, которые не поддаются станку с электрическим приводом. Перечень деталей и узлов, необходимых для сборки, включает:
- три отрезка широкого швеллера;
- три отрезка узкого швеллера;
- петлевой замок;
- три ролика, установленных на подшипниковые узлы;
- рукоятка подачи с переходной втулкой;
- автомобильный домкрат.
Если в конструкциях, описанных ранее, регулировка производится при помощи ходового винта, то здесь есть плавающий швелерс роликом, который меняет положение за счет гидростойки. Собрать такое приспособление проще, чем те, о которых шла речь раньше. Собрав трубогиб для профильной трубы своими руками по чертежам, вы сможете прямо на даче изготовить, скажем, арки для парника или теплицы.







Какие существуют виды трубогибов
Если мы говорим о промышленных устройствах, то они поделены на несколько видов по способу осуществления привода, а также по типу изгиба.
Классификация по типу привода
Станки бывают: гидравлические, электромеханические и ручные. Станки на основе гидропривода бывают ручными и стационарными. Их мощности хватает, чтобы спокойно сгибать трубы даже 3-дюймового диаметра. Гидравлические трубогибы используются в профессиональной деятельности на специализированных производствах и способны выполнять очень большой объем работ.

Гидравлический трубогиб для сгибания водо- и газопроводных труб под углом до 90°
Электромеханические приборы можно применять для сгибания практически любых труб, даже с очень тонкими стенами, что не под силу гидравлике. Ведь электроника позволяет очень точно рассчитать усилие и угол изгиба, что не дает материалу разорваться. Изогнутые такими приборами трубы не имеют ни малейших признаков деформации.

Электромеханический трубогиб для труб PEX/AL/PEX и углом изгибания до 180°
Ручные трубогибы используют только для изгибания небольшого диаметра труб из полимеров, нержавейки либо цветных металлов. Работают они в основном от электросети. Они просты в использовании и не требуют большой физической силы для работы. Такие трубогибы для профильной трубы своими руками изготовить вполне возможно.

Ручной инструмент для сгибания прямоугольного профиля и стальных труб
Классификация по способу изгиба трубы
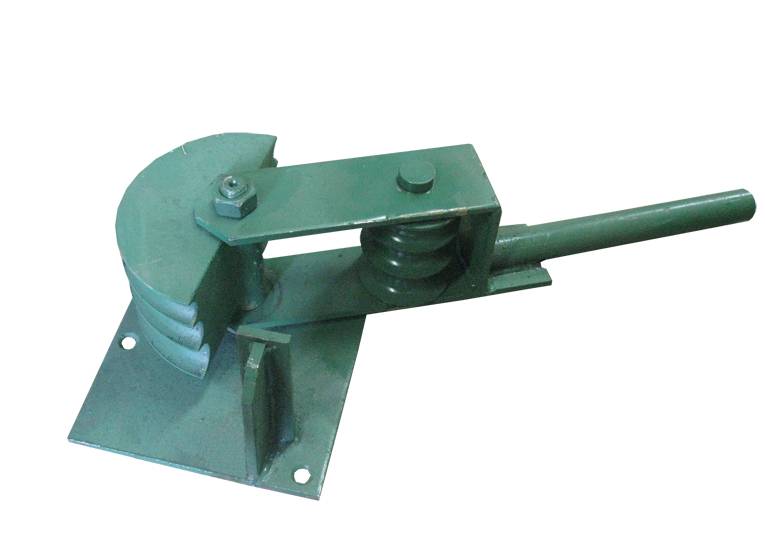
Изогнуть трубу с помощью устройства можно различными способами. В зависимости от этого, можно выделить следующие виды трубогибов: арбалетные, пружинные, сегментные, дорновые.
Арбалетные устройства снабжены особой формой, которая и является изгибающим элементом. Она предназначена для одного диаметра или сечения трубы. Чтобы гнуть трубу иного диаметра, форму следует заменить. Пружинные приспособления снабжены упругими пружинами, позволяющими сгибать без деформации пластиковые трубы. Сегментные оборудованы специальным сегментом, который вокруг себя протягивает трубу, изгибая ее под нужным углом.
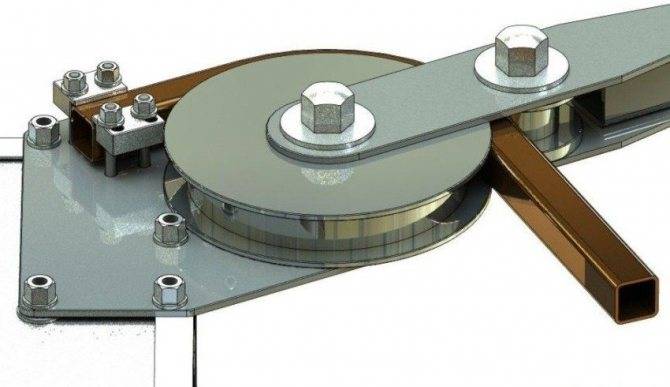
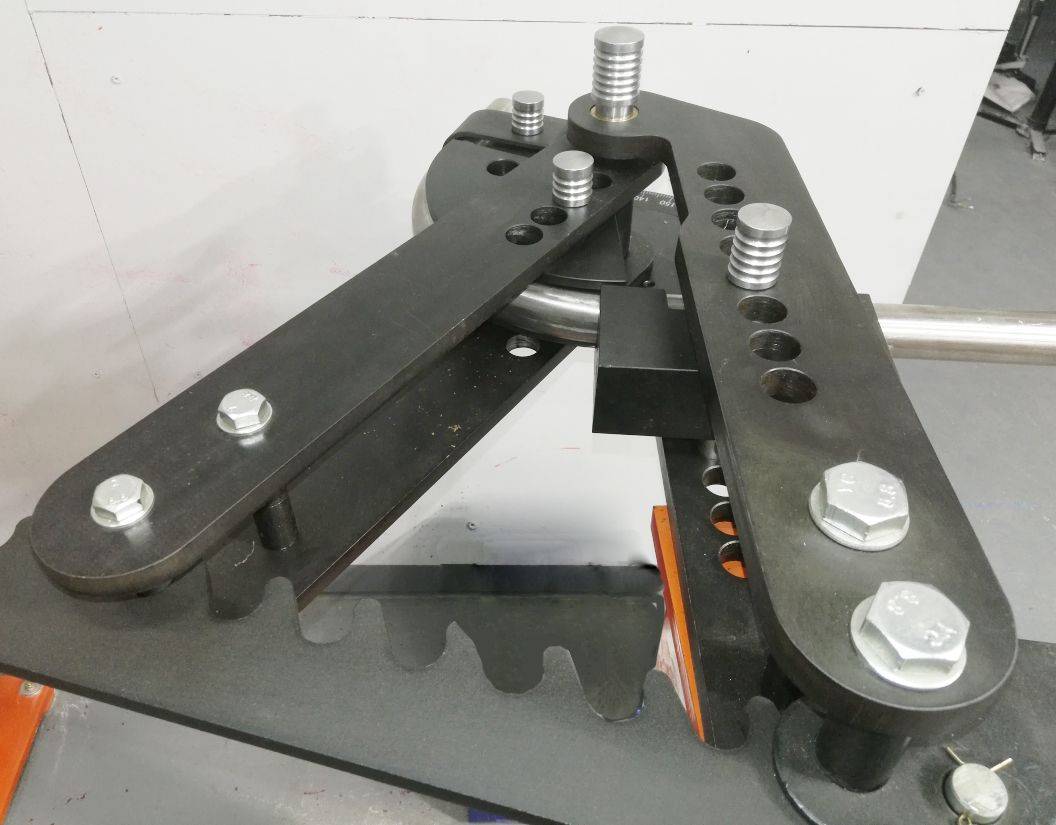
Принцип сгибания профильной трубы с помощью самодельного инструмента
Нужно понимать, что способ и величина угла изгиба трубы зависит от ее характеристик. Имеется даже такая величина, как минимальный радиус изгиба, при дальнейшем снижении которого труба деформируется или просто рвется. Этот показатель зависит от толщины стенок, материала и сечения трубы.
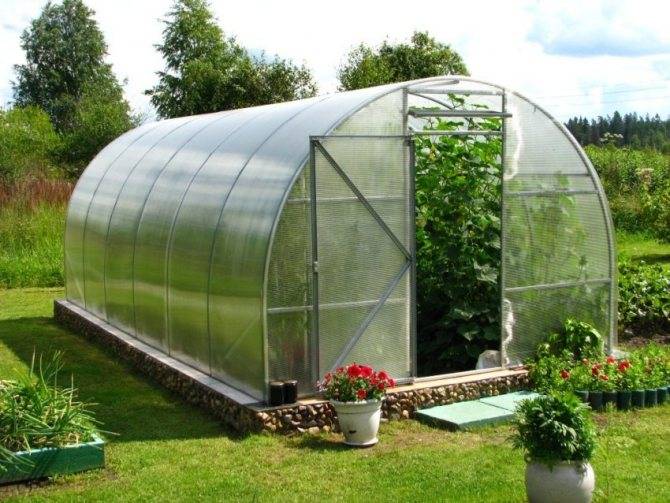
Один из вариантов применения согнутого профиля — обустройство теплицы
Виды профилегибочных станков и их устройства
Профильные трубы имеют различную толщину стен и диаметр, поэтому трубогибы требуются разные. Механизмы для гибки профтруб имеют конструктивные отличия от стандартных трубогибов для круглых труб. Ведь профили обладают большой устойчивостью к изгибанию, а также радиус сгиба у них обычно больше.
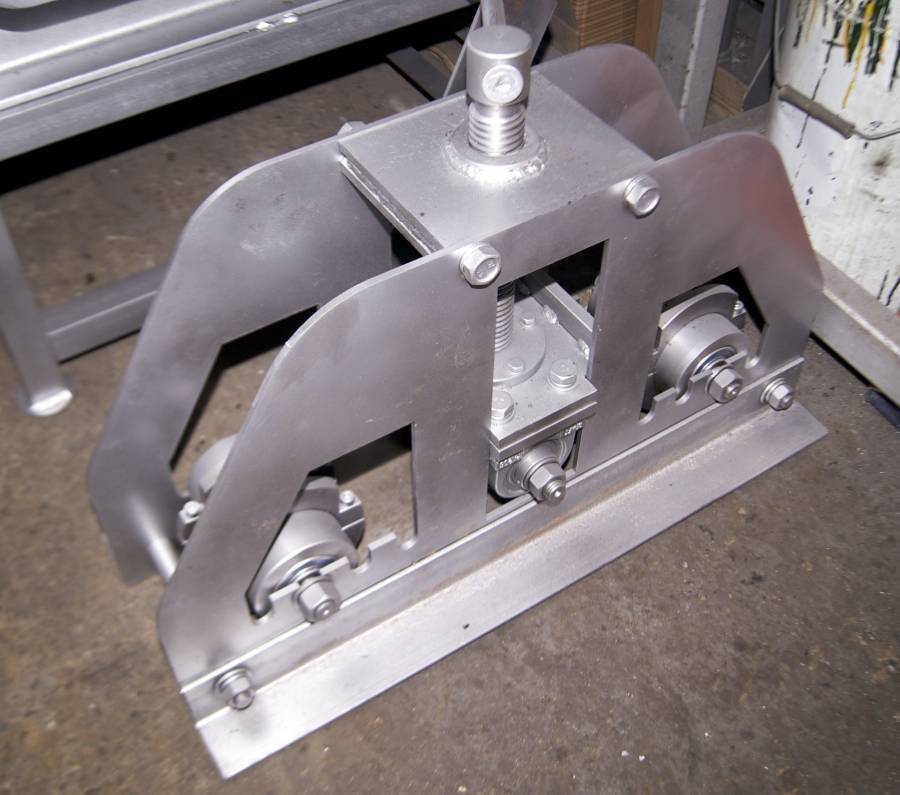
 Станок для гибки профильной трубы
Станок для гибки профильной трубы
Основные виды трубогибов для профильного изделия:
- по типу привода;
- по методу изгиба;
- по месту расположения подвижного валика.
По типу привода
От угла загиба, а так же материала профтрубы и требуемой точности, зависит выбор гибочного станка, которые бывают:
- Гидравлическими — предназначены для изгиба трёхдюймовых элементов. Они обладают высоким уровнем производительности, точности и скорости. Встречаются ручного и автоматического типа. Это самый мощный профилегиб, способный изогнуть любую трубу. В него входит — швеллер (широкие и узкие отрезки, по три каждого вида), петлевой замок, ролики — 3 шт. (размещённые на подшипниковых узлах), передающая ручка с втулкой, машинный домкрат.
- Электрическими — рекомендованы для гибки профильной трубы большого диаметра. Используются чаще для магистральных трубопроводов. Аппарат состоит из:
- рамки из швеллеров;
- прокатных валов из металла— 2 шт;
- трёх шестерёнок;
- металлической цепи;
- редуктора, электрического двигателя с механическим приводом.
- Ручными — они работают за счёт физической силы человека. Предназначены для профиля малого диаметра. Инструмент работает по типу прокатного станка. Основные детали в большинстве своём металлические:
- опорный каток;
- ролики;
- элементы шасси;
- винт регулировки;
- подающая рукоятка.
По способу изгиба
Одну и туже деталь можно изогнуть разными способами, с использованием трубогибов различного типа:
- сегментных — популярность их в том, что деталь, возможно, протаскивать, для получения нескольких поворотных фрагментов;
- арбалетных — суть работы в натягивание металла и сгибание его в одной месте;
- пружинных — предназначенных для пластиковых изделий.
По месту расположения подвижного вала
Подвижной валик может находится в середине, или по бокам (справа или слева):
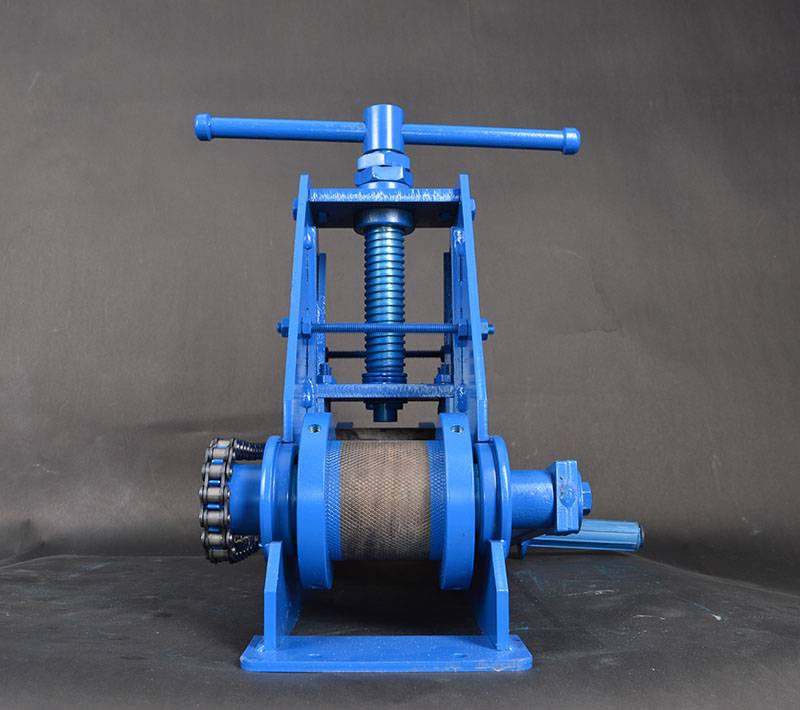
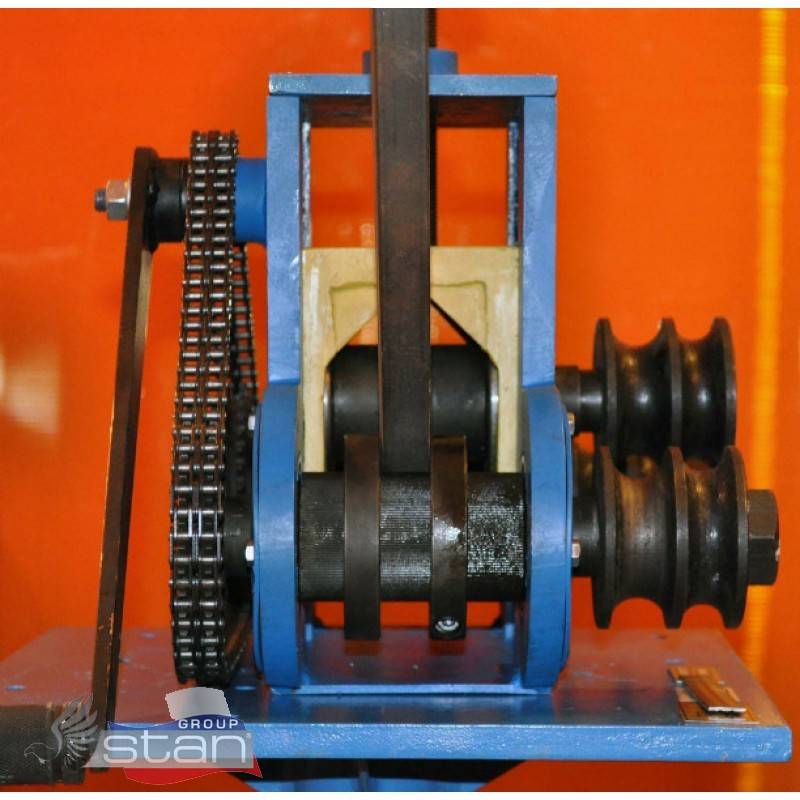
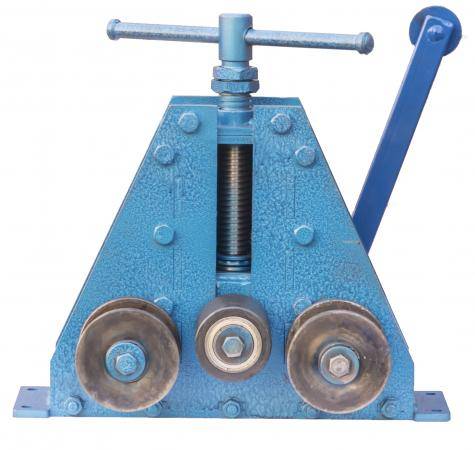
- Конструкция, в которой подвижной ролик находится в середине, а крайние валики фиксируются к его корпусу. Они слегка приподняты над основой. Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью.
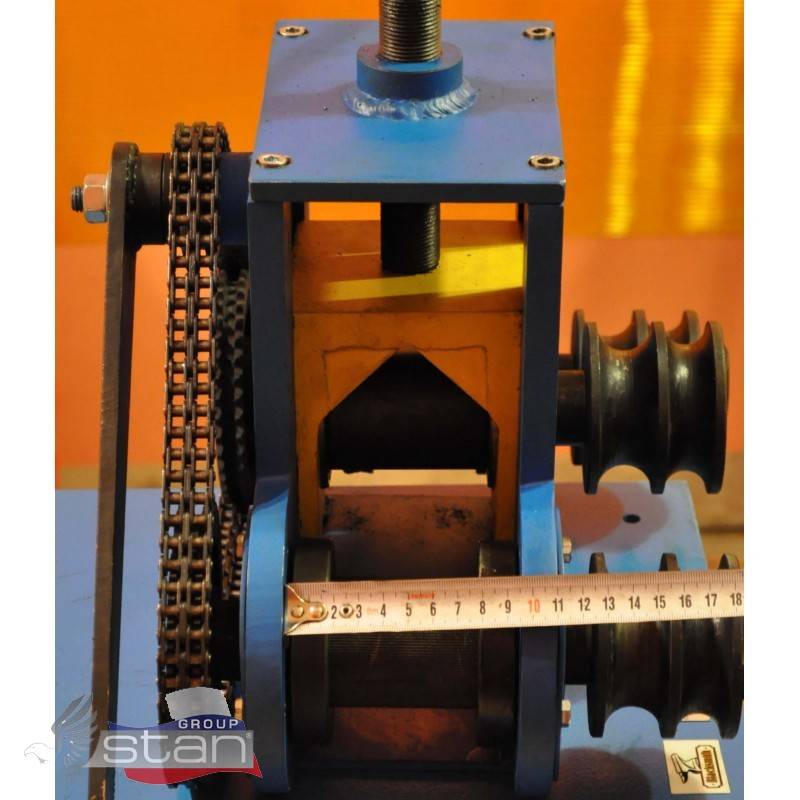
- С подвижным валом с краю — он размещается справа или слева. Вращается вместе с частью основы, которая соединена со станиной металлическими петлями. На угол изгиба влияет уровень подъёма стола, высота которого меняется домкратом. Конструкция вращается за счёт центрального ролика, к которому приваривается ручка. Чтобы уменьшить прикладываемые усилия, устройство можно снабдить цепью.
Подводя итог, скажем, что наиболее подходящий вид трубогиба, для придания нужного загиба профильной трубе, при монтаже теплицы или некой конструкции на придомовом участке — с ручным приводом. Ведь размер профильной заготовки и объёмы работ небольшие.
Виды механизмов для сгибания труб
Приспособления, позволяющие согнуть стальную трубу на определенный радиус, подразделяются по следующим признакам:
- Мобильность. Трубогибы могут быть стационарными и переносными.
- Тип привода. В зависимости от этого признака выделяют ручные, электрические, гидравлические и электрогидравлические устройства.
- Способ воздействия. Трубное изделие сгибают под воздействием обкатки, намотки, прокатки и штока.
Перед тем, как изготовить трубогиб в домашних условиях, нужно понять, как устройство воздействует на заготовку, и ознакомиться с каждым процессом отдельно.
Обкатка
Такой способ подразумевает выполнение следующих действий: один конец трубного изделия прижимают к неподвижному шаблону и посредством прижимных роликов обкатывают трубу вокруг него.
Намотка
В устройстве такого типа предусмотрен подвижный шаблон. На него выполняется непосредственная намотка трубы, которая проходит между шаблоном и специальным упором, располагающимся в начале сгиба.
Трубогиб арбалетного типа
Такое устройство оснащено двумя неподвижными роликами и шаблоном, закрепленным на подвижном штоке. При давлении штока на середину определенного участка происходит сгибание трубы.
Прокатка
Конструкция сделана на основе двух опорных и одного центрального ролика. Такое трехвалковый механизм способствует получению необходимого радиуса при сгибании в результате нажима на трубу центрального ролика, положением которого определяется радиус изгиба. Это дает возможность назвать трубогиб этого типа универсальным, так как все остальные виды сгибают трубу по определенному шаблону.
Трубогиб, работающий по принципу намотки, сделать в бытовых условиях довольно сложно, поэтому выпуском таких механизмов занимаются промышленные предприятия. В случае использования арбалетного трубогиба стоит помнить, что воздействие штока на трубное изделие может стать причиной разрыва материала. Следовательно, указанные механизмы не подходят для изгиба изделий с более тонкими стенками. Прокатное устройство не имеет существенных недостатков, его используют при заводском изготовлении отводов.
Конструкция станка для сгибания трубных изделий самостоятельного изготовления может быть разнообразной. Выбирать нужное устройство следует в соответствии с необходимым радиусом сгибания
Кроме того стоит изучить рекомендации по выбору устройства, а также принять во внимание основные параметры используемых труб: диаметральное сечение и толщина стенки
Почему для профильной трубы?
Условимся, что сейчас мы говорим только о профильной трубе – то есть имеющей не круглый поперечный срез, а, как правило, квадратный или прямоугольный, реже – овальный. Подобный прокат чаще всего используется в качестве арматуры при строительстве разного рода сооружений, благодаря следующим его характеристикам:
- меньшему весу (а, значит, и цене) по сравнению с цельнометаллическими элементами;
- форме, позволяющей компактно складировать, перевозить и прокладывать профтрубу, особенно по плоским поверхностям;
- возможности простого и удобного монтажа;
- повышенной прочности;
- стойкости к деформациям.
Сечения профильных труб
И если вы выбрали именно профильную трубу, но хотите сделать конструкцию закругленной формы, например, теплицу, беседку, навес, арку – то прямой профиль придется гнуть специальным станком. Но поскольку условие нашего эксперимента – минимальные денежные затраты, то для работы мы возьмем самодельный трубогиб для профиля.




Порядок гибки профильной трубы на самодельных станках
За один раз получить требуемый радиус изгиба у вас вряд ли получится — слишком большое усилие требуется для этого. Вручную его создать нереально. Получают требуемый изгиб за несколько проходов:
- Сначала выставляют ролики так, чтобы получить небольшой изгиб, прокатывают трубу в одну сторону, затем вынимают из валков, разворачивают и вставляют другой стороной. Разворачивать необходимо, чтобы получить ровно изогнутую трубу.
- С тем же положении роликов протягивают ее несколько раз, до тех пор, пока кривизна уже не добавляется.
- Если требуемый радиус изгиба не достигнут, изменяют положение ролика и снова повторяют действия.
 Прокатный трубогиб с электроприводом
Прокатный трубогиб с электроприводом
Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если надо повторить один и тот же изгиб? Сделать градуировку — отметить на какую высоту перемещался ролик, сколько раз прокатывали в каждом положении. При повторении отличия если и будут, то незначительные.
Сложность гибки заключается в том, что нет никакой шкалы и трудно без опыта получить задуманный радиус изгиба. Рано или поздно вы его получите, но испортить при этом можно много материала.
Станок для высокоточной гибки профиля
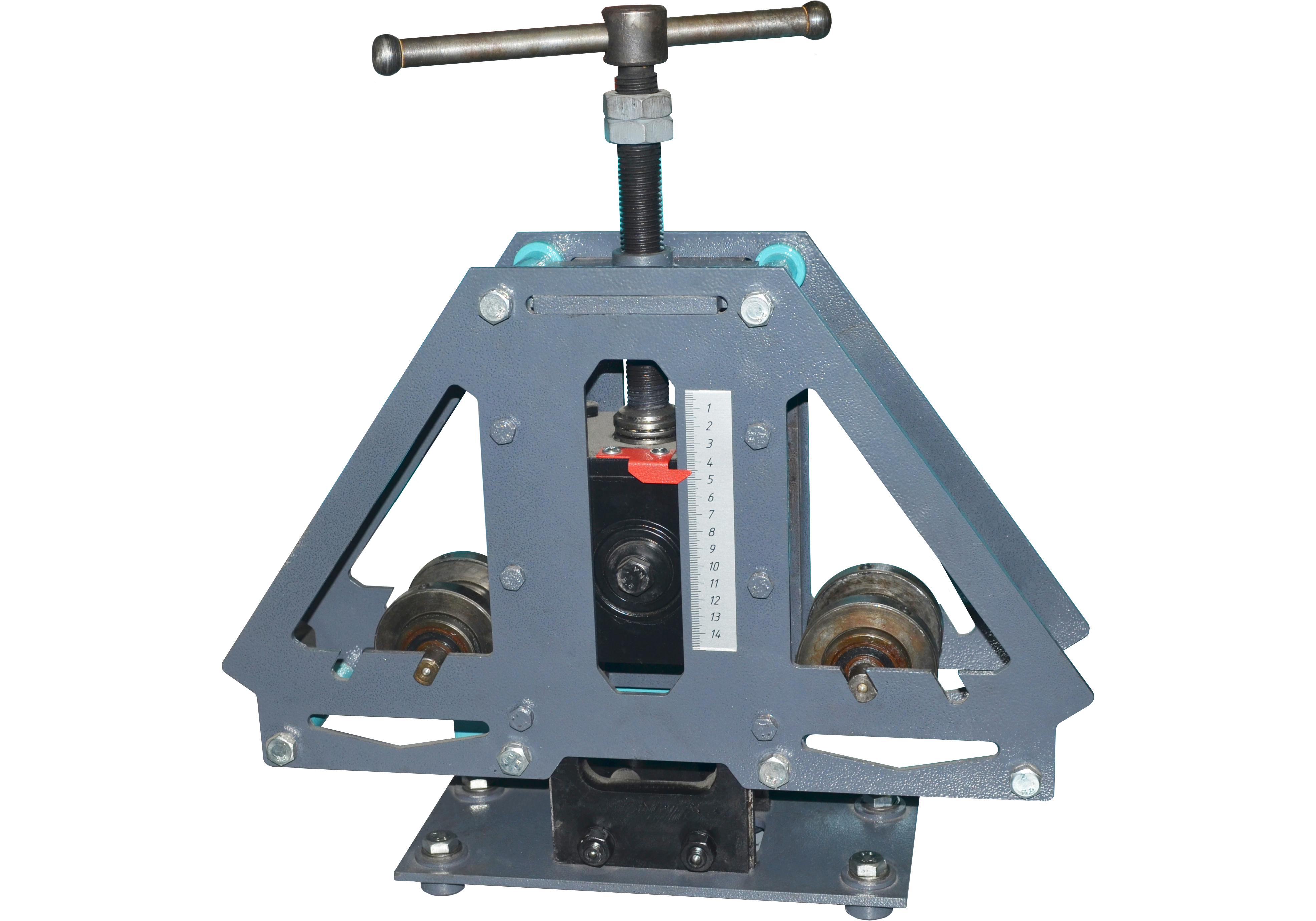
Гибка профильной трубы по радиусу выполняется с применением более сложного устройства, которое также можно сделать в домашних условиях. Схема и конструктивные особенности приспособления приведены на изображении.
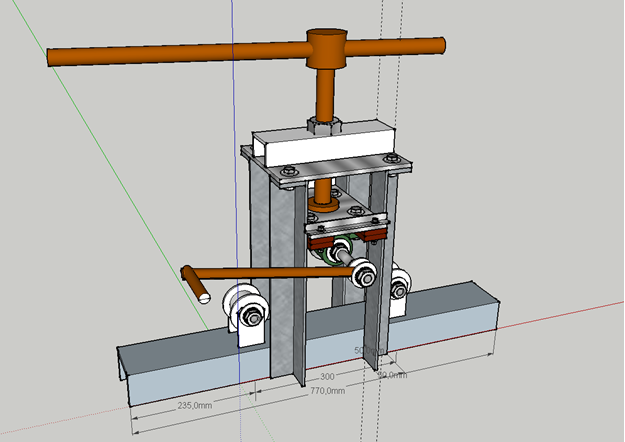
Схема станка-трубогиба
Данный гибочный станок для профильной трубы фиксируется на рамном столе (без столешницы), от габаритов которого зависит размер несущей станины. В данной схеме используется станина из швеллера высотой 10 см и длиной 77 см.
Чтобы сделать трубогиб следуйте инструкции:
- Из полосы металла толщиной 5 мм вырезается 4 опорные стойки под малые валы, по которым будет перемещаться профиль. На верхнем торцевой части стоек вырезаются отверстие под ось вращения роликов. Размеры стоек — 5*10 см.
- Стойки привариваются к швеллеру на расстоянии 30 см друг от друга. Ролики под валы можно приобрести на скобяном рынке, такие изделия используются при монтаже откатных ворот. После сварки уложите на ролики профиль и проверьте, не повело ли конструкцию в процессе сваривания. В случае деформации вам потребуется сделать всю работу повторно.
- Далее из листового металла толщиной 8 мм вырезается пластина под несущую часть станка, размеры пластины — 25*25 см. На пластину нам нужно установить центральный ролик, посредством вращения которого будет перемещаться сгибающейся профиль.
- По краям пластины устанавливаются деревянные прокладки толщиной 10 мм, которые приклеиваются к металлу с помощью суперклея. Подставки нужны для того, чтобы при вращении ролик не задевал несущую пластину.
- Чтобы установить ролик вам потребуется два подшипника, внутри которых будет вращаться ось вала. Хорошо подходят подшипники серии №203 от компании CRAFT. Подшипники фиксируются с помощью болтов в предварительно высверленных внутри подставок отверстиях.
- Далее нужно сделать четыре стойки длиной в 40 см из 50-го уголка и с помощью сварки закрепить их по углам пластины с центральным валом, зафиксировав ее на несущей станице станка (швеллере). Пластина устанавливается в центральной части стоек так, чтобы между осями роликов соблюдалось расстояние, равное размеру профиля, с которым вы планируете работать.
- Из листового металла 8 мм вырезаются заглушки, которые привариваются к верхней части стоек. Далее нужно сделать пластину под крышку станка, на которой будет устанавливаться регулирующий винт. Внутри пластины высверливается отверстие под диаметр используемого винта (можно применить винт от пресса для давки винограда).
- В заглушках стоек высверливается отверстия под болты (диаметр 10 мм) и пластина крышки фиксируется на стойках.
- В отверстии на крышке нарезается резьба и вкручивается пятка, внутри которой будет вращаться прижимной винт.
- К пластине приваривается уголок 15 мм, выступающий в качестве наружного ограничителя винта, под который в уголке высверливается отверстие, параллельное оси пятки. В отверстии нарезается резьба соответствующего размера.
- Осталось сделать ручку для центрального вала и зафиксировать ее на оси вращения ролика. В качестве ручки можно использовать засов от ставней либо отрезок арматуры соответствующей длины.
- Также не помешает покрасить станок, чтобы он приобрел более презентабельный вид. Покрытие из краски также защитит металл от коррозии.

Самодельный трубогиб после покраски
Как согнуть профильную трубу с помощью сделанного станка? Профиль укладывается на валы, после чего посредством прижимного винта опускается центральный ролик так, чтобы он упирался в трубу. Далее выполняется вращение поворотной ручки и валы перемещают профиль, который изгибается под давлением центрального ролика.
Протянув профиль по всей длине опускаем прижимной винт еще ниже и повторяем операцию, перемещая профиль в обратную сторону. Процесс выполняется до тех пор, пока не будет получен изгиб требуемого радиуса.
Данное устройство, изготовление которого было выполнено в домашних условиях, может загнуть профиль не менее эффективно, чем трубогиб электрический роликовый профилегиб промышленного производства.
Трубогибы стационарного типа
Для стационарного оборудования требуется выделить отдельное место, поскольку они отличаются большим весом и размерами. В таких моделях ЭТ предусмотрена крепкая большая рама, которая поддерживает достаточно мощный двигатель.
Подобные устройства могут работать с трубной продукцией всевозможных типов и размеров. В частности, ими можно обработать профильные стальные трубы с тонкими стенками, изделия с крупным сечением и толстыми стенками, применяемые в водопроводных магистралях с высоким давлением.
По сравнению со стационарными устройствами, ручные ЭТ обладают более ограниченными возможностями, хотя для своих целей они также могут быть очень полезными.





