

Полукруглые окна: стилевое направление
Полукруглые оконные проемы на сегодня являются новшеством в архитектуре домов и привлекают внимание окружающих, однако возникли такие рамы еще много столетий назад и считались предметом роскоши и высокого статуса владельцев помещения. Стены с полукруглыми окнами смотрятся стильно, благородно и просто привлекательно
Стоит заметить, что если полукруглыми окнами будет отделан именно эркерный проем, то такой декор 100% привлечет внимание окружающих.
Особенно часто такие оконные рамы встречаются в постройках таких стилей как:
- Романизм;
- Русский терем;
- Готика;
- Классицизм;
- Марокко;
- Арабский;
- Модерн;
- Постмодернизм.
К сожалению, в квартирах особенно стандартного типа далеко не много вариантов того, где можно установить полукруглые арочные окна. Места их размещения продуманы еще при проектировании конструкции, а потому предоставляется возможность только заменить обычные квадратные рамы на более современные и стильные.
Горожане предпочитают экспериментировать и устанавливать арочные окна:
- На балкон;
- На лоджию;
- На ванные комнаты;
- Типа фальшь;
- На перегородку между комнатой и балконом.
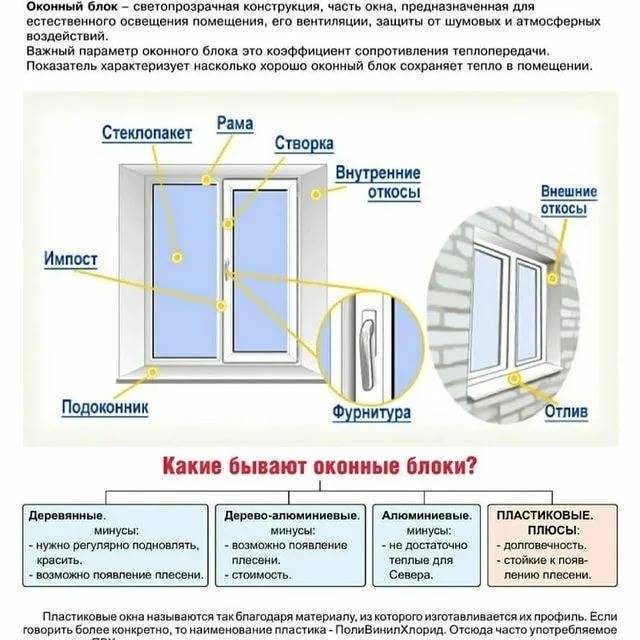
Отличие арочных окон от стандартных заключается в том, как проводится оформление, а также в верхнем контуре, который не ровный, а полукруглый или овальный. Дизайн окна напрямую зависит от того, что является разработчиком модели и от потребителя. Изготавливаются они из: дерева, пластика.
Формы окон бывают: полностью круглыми или в виде иллюминатора, в виде подковы, в виде половины круга, ассиметричного вида, в котором различный радиус кривизны, с четвертью круга. В прямоугольной раме закругленным может быть совершенно различная сторона, например: боковые, верхняя, часть верхней, нижняя. Такие арочные сооружения существенно расширяют предел возможностей относительно оформления помещений, а благодаря большому ассортименту можно сделать выбор в сторону самых оригинальных по форме изделий. С помощью округлых рам, можно образовать необычные архитектурные рисунки.
Преимущества
Среди большого количества плюсов следует выделить:
- Долговечность, прочность и надежность. Профили ПВХ «стареют» медленнее, чем, например, деревянные, так как устойчивы к влиянию окружающей среды. Эти характеристики напрямую зависят от производителя и качества пластикового профиля, поэтому, чтобы не разочароваться в конструкции, следует тщательно выбирать изготовителя.
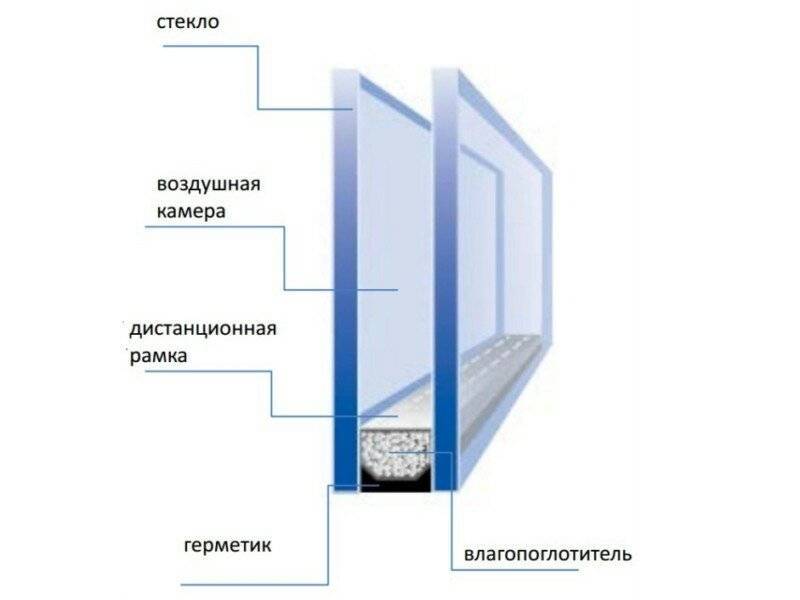
- Хорошие теплоизоляционные свойства. Обеспечиваются строением профиля, наличием нескольких камер в нем и стеклопакете, за счет чего холодный воздух не проникает внутрь помещения, сохраняя тепло внутри. Не последнюю роль в сохранении тепла играет и то, насколько точно и качественно произведен монтаж металлопластиковых конструкций.
- Герметичность. Благодаря особой конструкции металлопластиковых рам, в помещение не проникает пыль, ветер, дождь. Хорошие звукоизоляционные качества окну из металлопластика обеспечивают камеры внутри профиля и стеклопакета. Чем больше камер, тем меньше шума проникнет в квартиру. Здесь тоже важна правильная установка оконной конструкции.
- Шумоизоляция. Благодаря многокамерности профиля и стеклопакетов, наличию резиновых уплотнителей, створки окон ПВХ закрываются очень плотно. Уровень шума, проникающего в помещение из улицы, снижается на 40%.
- Энергосбережение. Благодаря вышеперечисленным свойствам, в помещении сохраняется тепло, что уменьшает потребление газа или электричества, используемого в зимнее время на отопление.
- Пожаробезопасность. Металлопластиковые окна обладают большей устойчивостью к огню чем, например, окна из дерева.
- Простота ухода. За оконными рамами из ПВХ легко ухаживать: их не нужно красить. Поверхность пластика и стекла легко моются обычным мыльным раствором или специальными химическими средствами.
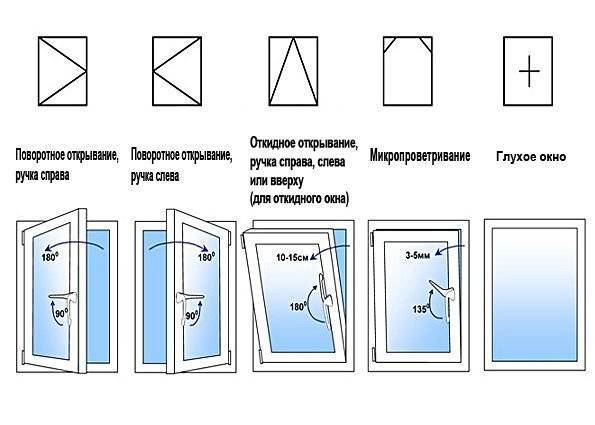
- Разнообразие конфигураций. Оконную конструкцию из металлопластика можно заказать любой формы и размера: вертикальные, горизонтальные, с любым количеством створок (открывающихся, глухих, откидных и поворотных), с форточкой, без форточки, арочные и другие.
- Не боятся воды. Оконные рамы из ПВХ не гниют и не рассыхаются от атмосферных осадков, так как материал имеет свойство отталкивать воду.
- Устойчивость к перепадам температур. При изготовлении окон применяется высококачественный материал ПВХ, который не реагирует на перепады температур, и одинаково себя ведет, как зимой, так и летом.
- Доступные цены. На современном рынке изготовителей пластиковых окон есть варианты, которые по своим характеристикам не уступают конструкциям из дерева или алюминия, но стоят значительно дешевле.
Немного истории
Знакомство покупателей из стран бывшего Советского Союза с современными пластиковыми окнами началось в конце 80-х годов XX века. Именно в это время в стране начали появляться первые немецкие окна из ПВХ (поливинилхлорида), которые вызвали большой интерес у потребителей, а затем и небывалый ажиотаж. Дело в том, что практически все окна в то время изготавливались из обычного дерева (причем, не высшего качества) и их характеристики, по сравнению с пластиковыми аналогами, были не самыми лучшими.
Видя очевидные достоинства пластиковых окон, многие потребители хотели их установить у себя дома, но из-за производства за границей стоили эти изделия очень дорого. Позволить себе подобную роскошь могли лишь избранные.
Первый этап снижения цен на изделия произошел в первой половине 90-х годов, когда конструкции стали собирать отечественные производители, используя профиль немецкого производства. Окна подешевели, но не стали доступными для всех желающих. Второй этап обвала цен начался в 2000-х годах, после того как профиль для ПВХ окон научились производить в России.
Сегодня конструкции российского производства не уступают зарубежным аналогам, а их стоимость позволяет создавать качественные и недорогие окна, доступные каждому работающему человеку. Технологические процессы изготовления окон из пластика совершенствуются ежегодно, делая изделия еще надежней и удобней. И, тем не менее, без должного обслуживания даже самые совершенные окна не смогут работать долго и без поломок.
Как принимать новые окна, чтобы потом не пожалеть?
Одной моей знакомой на днях привезли новые окна. И сами окна, и компанию мы выбирали с ней вместе. Но, как говорится, и на старуху бывает проруха – компания, в которой мы были уверены на 100%, немного подвела…
Доставка приехала поздно вечером, сославшись на множество адресов и московские пробки. Оконные конструкции должны были поднимать на 14 этаж пешком по лестнице, так как окна были довольно большие. Во избежание неприятностей, будущие хозяева решили спуститься вниз и осмотреть их перед подъемом. И хорошо, что они это сделали.
Новенькие окна были упакованы в тонкую стрейч-пленку, уже местами порванную и забрызганную смесью талого снега с песком. Пленку сняли и начали осмотр.
Первое окно привело хозяев в состояние шока. В углах и по краям профиля, там, где нет защитной пленки, в глаза бросались грубые царапины. Да и сама пленка была с сильными повреждениями.








Решили снять пленку. А там такое!
Ваш браузер не поддерживает видео html5.
Озадаченные таким поворотом дел хозяева приступили к осмотру второго окна. Оно было в идеальном состоянии. Ни одной даже малюсенькой царапинки.

Фото: нет, это не пыль на вашем экране. Это многочисленные мелкие повреждения профиляКонечно, поцарапанное окно не приняли, и оно поехало назад на производство.
К чести производителя, он исправил свою оплошность – новое, белое и гладкое окно приехало через 10 дней.
Если вам предстоит процедура установки новых окон, то необходимо заранее подготовиться к приемке окон. Доставку обычно делают накануне или за несколько дней до монтажа.
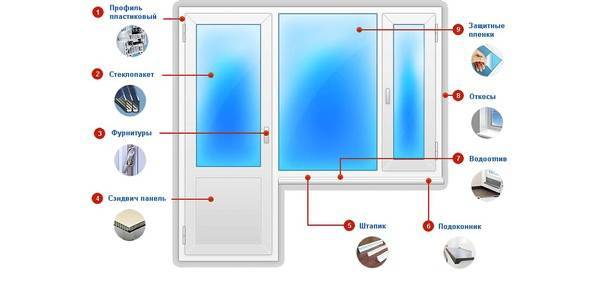
Выбираем профиль высокого качества
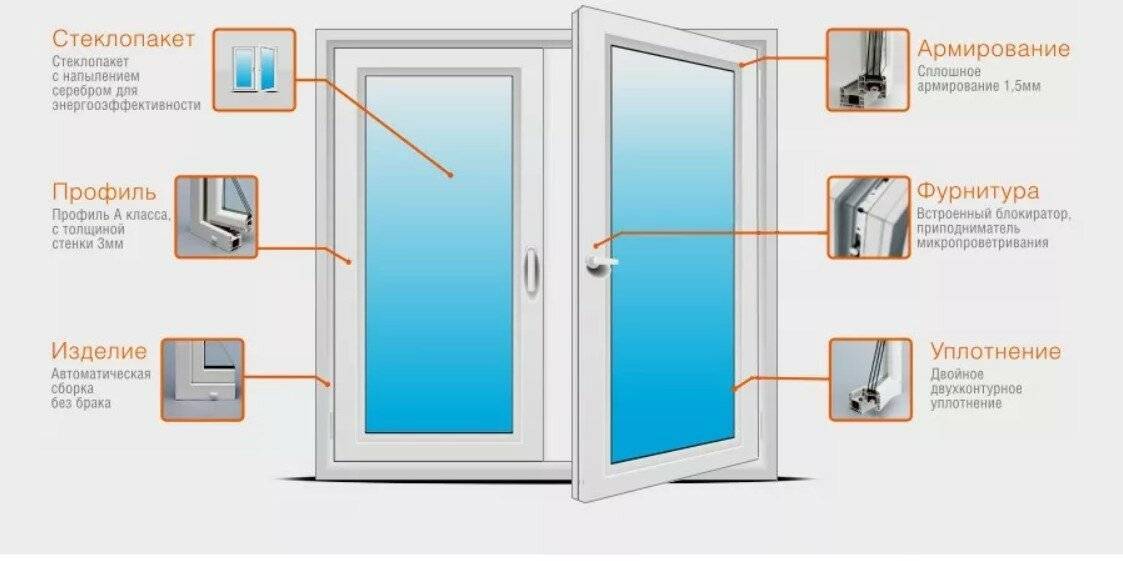
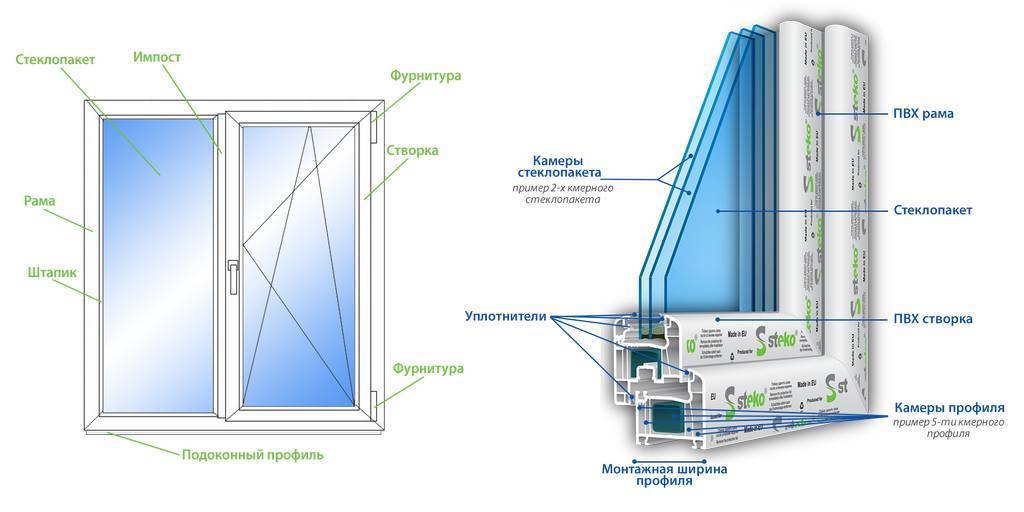
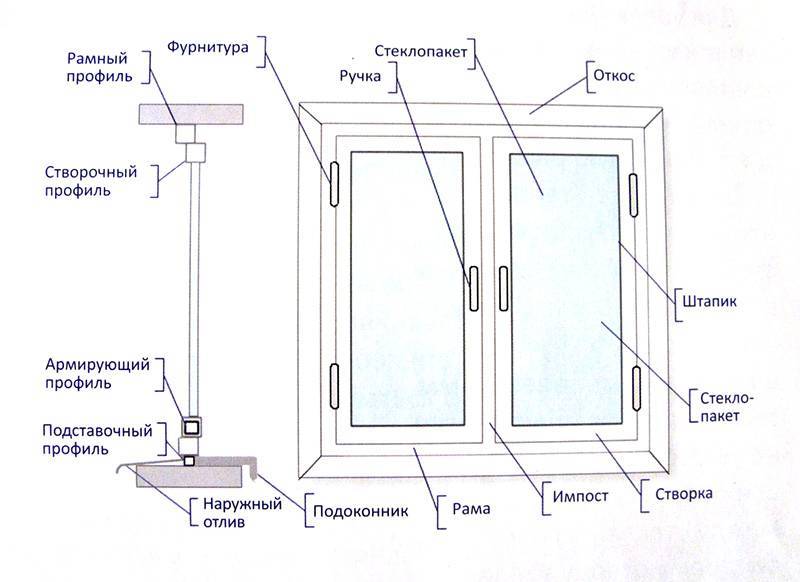
Профиль — это пластиковые детали, из которых состоит вся конструкция окна. Качество пластикового профиля напрямую влияет на срок эксплуатации, надежность, внешний вид, энерго- и теплоизолирующие характеристики продукта. Главное, чтобы профиль был сертифицированным и отвечал установленным стандартам и ГОСТам. Современный рынок обладает множеством предложений для производства рам — от 2-х камерных до 5-ти камерных. Камерность профиля определяется соответствующим количеством пустых прямоугольников по поперечному срезу пластика. Число таких воздушных пустот обеспечивает теплоизоляцию, следовательно чем их больше, тем теплее будет у вас в помещении. В процессе производства пластиковый профиль армируют. Это происходит путем помещения стального основания во внутреннюю камеру пластика. Таким образом, ему придают прочность и жесткость
При выборе продукции необходимо обращать внимание на толщину металла, которую производитель применяет при армировании. Она должна быть не менее 1,5 мм
Также профиля различаются по классам. Класс А с толщиной наружных стенок от 3-х мм используется в жилых помещениях. А класс В, в котором толщина стенок не регламентируется больше предназначен для установки в технических помещениях. На окнах из таких профилей встречаются проблемы, когда при закрытии створки одновременно с перемещением ручки вся фурнитура поднимается с паза и приходит в движение
Этапы производства пластиковых окон
Весь процесс изготовления пластиковых окон можно разделить на 11 этапов.
1 этап. На этом этапе происходит резка армирующего профиля. Для этого используют пилы для резки стального армирования с установленными на них абразивными отрезными кругами. В качестве альтернативы могут быть установлены диски для резки металла. Армирующий профиль режут под прямым углом. Заусенцы после распила снимают на наждачном круге.
2 этап. На втором этапе режется ПВХ профиль. Его режут двухголовочными или одноголовочными усорезными пилами. Импосты нарезают под углом 90 градусов, учитывая запас на сторону до 6мм в зависимости от системы профиля. Сами профили створок и коробки нарезают под углом 45 градусов с учетом припуска до 3мм на сторону для сварки.
В процессе резки базовые поверхности профиля прижимают к вертикальному упору и поверхности стола. Для этого используются струбцины. Однако, нужно быть осторожными, чтобы избежать деформации профиля.
3 этап. После того как ПВХ профиль нарезан происходит фрезерование водоотводных окон в нижних профиля коробки оконного блока на фрезерном станке с концевой фрезой. Диаметр фрезы должен быть не более 5 мм. Так же это можно сделать вручную с помощью электродрели со специально заточенным сверлом диаметром 5 мм. Для водоотводных окон обычно не превышает 25 мм.
4 этап. На этом этапе происходит армирование профилей ПВХ. Армирующие профили обрезают по длине и вставляют в профиль ПВХ с помощью специального станка или вручную, используя ручную дрель.
5 этап. После армирования сверлятся отверстия и фрезеруются пазы для фурнитуры на копировально-фрезерном станке. Так же при наличии электроинструмента и специальных насадок и приспособлений это можно сделать вручную.
6 этап. Процесс фрезерования торцов импостов фасонными фрезами с дальнейшей их сборкой и установкой фитингов. Перед установкой на торцы импоста наносят силиконовый герметик.







7 этап. Профили свариваются на специальном сварочном станке. Температура сварного ножа порядка 250 градусов.
8 этап. На восьмом этапе устанавливаются импост и подставочный профиль. Все это делается вручную на сборочном столе с использованием шуруповерта или электродрели.
9 этап. После импоста и подставочного профиля устанавливаются уплотнительные профили. Установка в паз начинается с середины пазов верхних горизонтальных профилей створок и рам. Уплотнитель устанавливается единым неразрывным контуром без растяжения. Концы уплотнителя склеиваются встык циано-акрилатным секундным клеем.
10 этап. Навеска фурнитуры. Для поворотной створки ставится основной запор, петли, угловые переключатели, средние запоры и дополнительный средний петлевой зажим. Для рамы устанавливаются ответные детали запорного механизма и петли. Для наклонно-поворотной створки устанавливается нижняя петля на створку, основной запор и угловые переключатели. Если узкая створка, то на нее ставят средний запор на створку и ножницы. Если створка широкая, то нижний средний запор, средний запор на створку и ножницы. На ответную раму устанавливаются верхние и нижние петли, ответная планка наклонно-поворотного механизма и по периметру ответные планки запорного механизма.
11 этап. Заключительный этап включает в себя резку штапика и установку стеклопакета в профильную систему (максимально плотно!)
Внимание! Резка штапика должна быть с направляющими. Во избежания провисания створка со стеклопакетом должна образовывать жесткую конструкцию
После того, как штапики установлены пластиковой киянкой производится осадка части створки. Выполняется предварительная регулировка фурнитуры на стенде, а затем на месте уже после монтажа окна.
Уход за оконными уплотнителями

Малозаметные уплотнители, расположенные по периметру окна и рамы, выполняют очень важную роль и нуждаются в регулярном уходе, не менее других элементов конструкции. От состояния уплотнителей во многом зависят изолирующие характеристики окна (теплоизоляция и звукоизоляция), а также его непроницаемость для влаги.
Уплотнители хорошо справляются со своими функциями до тех пор, пока не растрескаются и не потеряют упругость. Для того чтобы это произошло как можно позже резиновые изделия рекомендуется смазывать дважды в год специальным составом.
Силиконовую или глицериновую смазку для резиновых изделий наносят на промытую, но сухую поверхность уплотнителя и хорошо растирают мягкой тряпкой. Если регулярно «баловать» свои окна подобной процедурой, то они очень долго будут защищать жилище от холода, шума и проливных дождей.
Комментарий эксперта Владислав Добронравов Ведущий технический специалист компании Окна-Медиа Важно! Нельзя мыть или смазывать уплотнители из резины веществами, содержащими высокую концентрацию активных химических веществ!
Технология производства пластиковых окон
Двери и окна изготавливаются одинаково. Вся технология состоит из следующих этапов производства:
- ПВХ-профиль и его создание. С самого начала изготавливается профиль из такого известного материала как поливинилхлорид. Последовательность действий следующая: полностью заливается в форму расплавленный ПВХ, далее он высыхает, потом шлифуется и в результате разрезается исключительно на необходимые фрагменты и части.
- Армирование. Представляет собой укрепление достаточно хрупкого материала ПВХ, осуществляется это с помощью качественного армирования профилей исключительно специальными металлическими вставками;
- Изготовление рамы. Далее происходит процесс сваривания всех усиленных профилей исключительно в одну раму. После этого идет углубленная процедура тестирования на наличие таких важных и необходимых свойств как прочность и герметичность. Не лишним будет отметить, что все рамы оборудуются специальными уплотнителями.
- Фурнитура. Оформление полностью готовой пластиковой рамы самой качественной оконной фурнитурой: различные петли, запоры, система, предназначенная именно для микропроветривания.
- Процесс остекления. Вставка стеклопакета происходит исключительно после того, как полностью готова сама рама. Отметим, что абсолютно все стекла, по вашему желанию, конечно же, могут быть дополнены самыми разнообразными функциями: удобное энергосбережение, качественный ультрафиолетовый фильтр и еще довольно немалый список.
- Процедура тестирования. По окончании процедуры сборки окна осуществляется тестирование. Далее идет получение сертификата соответствия. И только лишь после всего этого происходит отправка лично в руки к потребителям.
Видео процесса производства:








Технология производства, изготовления пластиковых окон
Пластиковые профили, конструкция которых имеет сложную форму, являются главной составляющей окна. Многие компании покупают его в готовом виде и самостоятельно производят только сборку. Для изготовления профиля применяется главное оборудование для производства металлопластиковых окон — автоматизированная экструзионная линия. Она состоит из таких компонентов:
- Экструдер;
- Калибрационный стол;
- Устройство для протяжки;
- Отрезная пила;
- Вспомогательный приемный стол.
В качестве сырья применяется порошковый ПВХ или измельченный до мелкой фракции (гранулированный).
Как делают профиль
Экструдер представляет собой ряд из нескольких пластин. Через них проходит расплавленное рабочее сырье и формируется предварительная форма профиля. Следующий этап – это прохождение материала через калибрационный стол. Там формируется окончательная форма изделия. Чем больше калибров проходит состав, тем лучше качество
На выходе профиль поступает на участок охлаждения. Там установлены специальные ванны. Вода в них постоянно циркулирует и очищается. Нельзя допустить попадания мелких частиц на заготовки, так как они будут считаться бракованными. Аналогично происходит процесс изготовления штапиков. Разница лишь в том, что технологическая линия дополнена процессом наплавления мягкого ПВХ. По окончании процесса весь профиль проверяется на соответствие заявленным техническим параметрам.
Потребители привыкли, что пластиковые окна в основном бывают белого цвета, но существуют возможности окрашивать его в стадии расплава. Доступные цвета – бежевый и коричневый. Для настоящих ценителей красоты интерьера и экстерьера профиль может быть оклеен пленкой «под дерево» или с другим дизайном и даже окрашен.
Участок сборки
Следующий этап производства – это сборочный цех. Конструкция любого пластикового окна предусматривает наличие стального каркаса. При его использовании конструкция принимает необходимую жесткость. Последние технологии в качестве альтернативы ему предлагают использовать вклеивание стеклопакета, что само по себе выполняет функцию армирования.
Последующий процесс также полностью автоматизирован. Робот сам контролирует раскрой пластикового профиля, вставляет стальной корпус и формирует будущую конструкцию согласно заданным размерам. Дальше изделие поступает на участок зачистки швов. Уплотнитель, фурнитура и механизм в раму устанавливается рабочими вручную.
Оборудование для производства металлопластиковых окон, на котором производится нарезка стекла для стеклопакетов, также автоматическое. Задача менеджеров предприятия – задать как можно больше заказов в программу, чтобы станок мог раскроить материал с минимальными затратами. Все заготовки помечают специальной маркировкой, чтобы на участке сборки не возникло путаницы. Во время установки стеклопакета в раму тщательно герметизируются все соединения. В случае брака внутри стекла будет собираться конденсат, и окна уже не будут играть важную роль в энергосбережении помещения. Существуют и нестандартные формы изделий, которые отличаются от прямоугольной. Такие индивидуальные заказы выполняются с участием человека, но на таких же автоматизированных линиях.
Сервисное обслуживание – разновидности

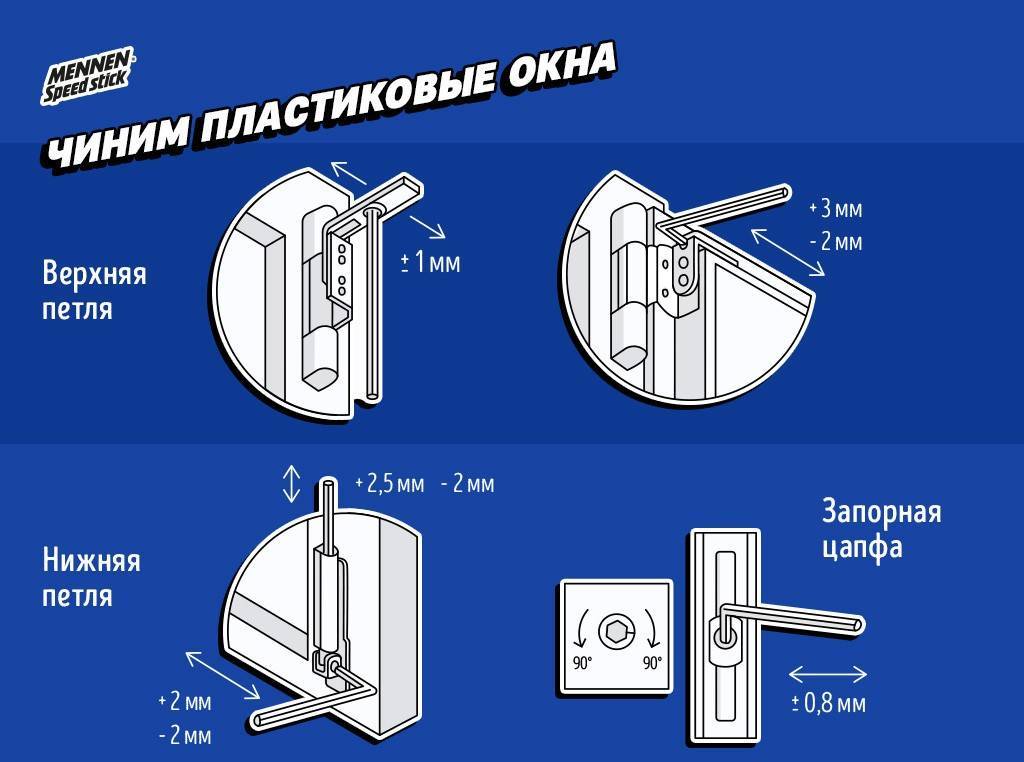
При эксплуатации в сложных условиях пластиковые окна могут частично деформироваться или слегка отклоняться от своего исходного положения. При обычном осмотре подобные изменения незаметны, однако они становятся причиной трудного открывания/закрывания окна, повреждения профилей створок или рамы, а также потери теплоизоляции и образования в конструкции щелей.
Чтобы вовремя обнаружить начавшиеся изменения и избежать печальных последствий, одновременно с покупкой окон рекомендуется заключить с производителем договор на сервисное обслуживание. Такой договор предусматривает проведение диагностики окон, их регулировку и устранение неполадок в момент обнаружения или в удобное для владельца время.
Сервисное обслуживание бывает двух видов, и каждый вид включает конкретный перечень работ:
- Разовое – окна после установки (или в указанное клиентом время) моют, чистят фурнитуру и уплотнители, регулируют и смазывают. Происходит это один раз.
- Периодическое – проводится регулярный осмотр окон, их регулировка и настройка, а также выявления проблем на ранних стадиях и устранение причин их возникновения. Кроме диагностики и мелкого ремонта оконных элементов договор предусматривает проведение тщательной чистки каналов, смазывание уплотнителя и запорных механизмов.
Комментарий эксперта Владислав Добронравов Ведущий технический специалист компании Окна-Медиа Проводить разовое обслуживание окон рекомендуется минимум 2 раза в год. С такой же периодичностью должны проводиться работы по долгосрочному сервисному договору.
В большинство сервисных договоров также входит замена вышедшей из строя фурнитуры или модернизация устаревшей, а также смена оконных уплотнителей.
Что нельзя делать с пластиковыми окнами

Существует ряд действий, которые категорически не рекомендуется производить с пластиковыми окнами, если их сохранность и эксплуатационную работоспособность хочется сохранить как можно дольше:
- Не вешайте на створку открытого окна тяжелые сумки и другие предметы, так как она может провиснуть.
- Не прикладывайте слишком много сил при открывании/закрывании окна – исправная запорная фурнитура работает легко, а если элементы заедают, то они просто сломаются от чрезмерного нажима.
- Закрывайте окна при сильном ветре и проверяйте их фиксацию специальными устройствами.
- Не фиксируйте окно в открытом положении, подкладывая под него (или в проем) любые бытовые предметы.
В семьях с маленькими детьми к этим правилам эксплуатации добавляется еще одно – самое важное. Не подпускайте детей к открытому окну
Это может быть опасно даже в присутствии взрослого, а тем более если малыш будет один.
Для защиты от открывания любопытными маленькими хозяевами окна оснащают дополнительными системами блокировки, называемыми «детские замки». Такие системы открываются только ключами и могут быть установлены на окна в любое время. В целях повышения безопасности детей часто используют и «гребенки» – регуляторы ширины открывания створки.




Если с момента установки новых окон в своей квартире вы будете соблюдать перечисленные рекомендации и регулярно ухаживать за ними, то рекламная сказка про «вечные окна» вполне может воплотиться в реальность именно для вас.
Бизнес план производства окон ПВХ
Особенности выбора помещения
Площадь помещения напрямую зависит от объема производства. Предприятие планирует изготавливать стандартные двухстворчатые окна размером – 1400*1200. Чтобы открыть цех по производству окон ПВХ, который будет выпускать 20 конструкций за смену, достаточно помещения площадью 200 кв. м. При этом стоит помнить, что высота потолка должны быть более 3 метров.
Рядом должен находиться склад готовой продукции.
Станки для изготовления металлопластиковых конструкций не смогут работать без электричества. Напряжение питания должно составлять 380 В/50Гц. Оптимальная температура в помещении – 18° С, в обратном случае может нарушиться технология производства.
Также в помещении должна быть создана хорошая система вентиляции
Особое внимание нужно уделить созданию системы освещения. По всей территории цеха делается общее освещение, а для отдельных участков – локальный «свет»
Подбор персонала
Чтобы организовать небольшое предприятие по производству окон ПВХ нужно нанять около 10 человек и установить специальную программу.
Такая программа с наименьшими погрешностями рассчитает стоимость металлопластиковых конструкций и предоставит всю информацию, нужную для производства.
Контроль
Контролировать производственный процесс должен руководитель производства, а главный технолог сможет проверить, соответствует ли готовая продукция общепринятым стандартам и требованиям заказчика? Он также должен распределять задания между рабочими и контролировать технологический процесс.
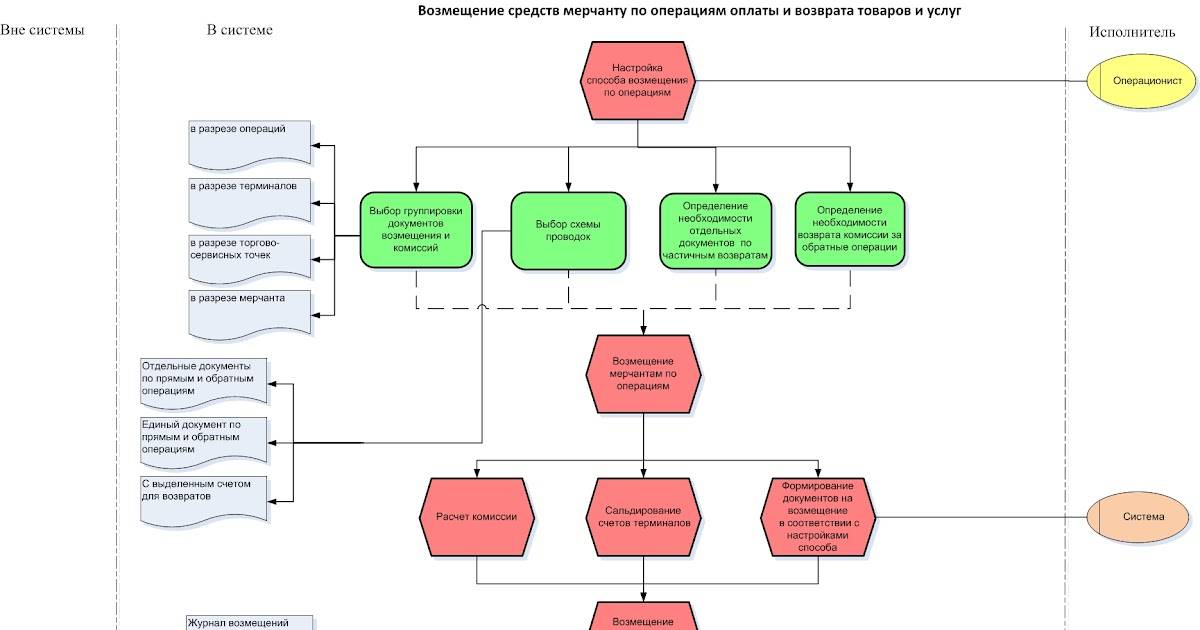
На предприятии должен быть и инженер, который будет отслеживать работу оборудования и в случае необходимости устранять поломки. В штат рабочих нужно нанять не менее 7 человек, из них один должен быть кладовщик, осуществляющий прием или отправку товаров. Оптимальная схема организации технологической линии и состав производственных участков отображены ниже.
Капитальные затраты
Чтобы открыть завод по производству окон ПВХ производительностью 20 готовых изделий за смену необходимо осуществить закупку такого оборудования:
- Двухголовочная пила с фронтальной подводкой диска – 372000 рублей;
- Углозачистной автомат (Yilmaz CA) -225 000 рублей;
- Торцефрезерный станок (Yilmaz km-212) – 30 000 рублей;
- Двухголовочный сварочный станок – 411 600 рублей;
- Оборудование для нарезки армирования – 9000 рублей;
- Копировально-фрезерный станок (Yilmaz FR-225) – 106 400 рублей;
- Компрессор Remezza – 26 000 рублей;
- Станок для создания водоотводящих отверстий – 86 000 рублей;
- Автоматическая пила для нарезки пластиковых штапиков – 99 600 рублей;
Итого стоимость полного комплекта оборудования составляет 1 365 000 рублей.
Затраты на доставку и монтаж оборудования – 50000 рублей;
Прочие расходы (на получение лицензии, сертификатов) – 50000 рублей.
Итого капитальные затраты: 1 465 000 рублей.
Расчет стоимости материалов для производства окон ПВХ
Стоимость материалов, которые необходимы для изготовления стеклопакетов
Норма расхода, стоимость единицы материалов, финансовые затраты (руб.) из расчета на 1 кв. метр продукции:










- Стекло (С-300 руб./кв. м): норма затрат – 2 кв. м; стоимость расхода – 600 руб.;
- Обечайка (С-100 руб./м): норма затрат – 4 м; стоимость расхода – 400 руб.;
- Бутил (С-35 руб./кг): норма затрат – 0,1 кг/кв. м; стоимость расхода – 3,5 руб.;
- Прочие расходные материалы на 1 кв. метр продукции – 200 рублей.
Итого затраты на изготовление 1 кв. метра стеклопакета – 1203,5 рублей.
Стоимость материалов, которые нужны для создания металлопластиковой конструкции:
- ПВХ профиль (С-1000 руб./м): норма затрат – 0,5 м/кв. м; стоимость расхода – 500 руб.;
- Металлопрокат (С-582,5 руб./м): норма затрат – 1 м/кв. м; стоимость расхода – 582,5 руб.;
- Комплектующие и другие расходные материалы – 2000 руб.
Итого: 3082,5 руб./кв. м.
Суммарные затраты материалов для изготовления 1 кв. метра продукции – 4 286 рублей.
Затраты на материалы в месяц: 22 смены * 20 готовых изделий * 1,68 кв. м* 4 286 рублей = 3 168 000 рублей.
Ежемесячные доходы за месяц (с учетом цены готового изделия – 9 500 рублей): 22 смены *20 единиц готовых изделий * 9500 рублей = 4 180 000 рублей
Постоянные ежемесячные затраты
- Аренда производственного помещения и склада – 50 000 рублей;
- Коммунальные платежи – 25000 рублей;
- Зарплата рабочих (10 человек) – 100 000 рублей;
- Затраты на материалы и комплектующие для производства – 3168000 рублей.
Итого затраты в месяц: 3 343 000 рублей.
Налог на прибыль (20%) – 167 400 рублей.
Итого расходы: 3 510 400 рублей.





